


Donc, la dernière partie de la tétralogie sur la création d'un appareil pour produire du gaz de carburateur (vapeurs d'essence) pour les brûler dans un grand brûleur à verre soufflé. Permettez-moi de vous rappeler que toute cette épopée utilisant de l'essence au lieu du gaz habituel a été lancée à plusieurs fins. D'abord et avant tout - la température de la torche d'un brûleur à vapeur d'essence est légèrement plus élevée que même le propane (avec projection d'air), sans parler du gaz naturel. Étant donné que les ébauches pour le soufflage du verre à partir de verre à bas point de fusion sont devenues exotiques et que seul le verre qui nécessite des températures élevées (oxygène) pour être traité sur le brûleur, obtenir des températures élevées adaptées au verre à haut point de fusion en utilisant des méthodes alternatives sans utiliser d'oxygène dans des bouteilles est une tâche louable ( le remplacement complet de l'oxygène est obtenu en ajoutant une petite quantité de gaz détonant de l'électrolyseur aux vapeurs d'essence). Un moment agréable est la livraison de carburant liquide compact à un atelier éloigné des routes. Il y a quelques points positifs mineurs qui ont été mentionnés plus tôt.
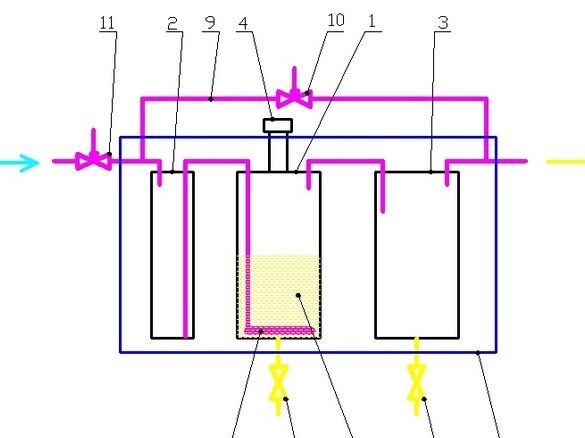
La description de l'appareil, l'algorithme de son fonctionnement et la fabrication d'un piège à essence (pos.2) ont été décrits dans la partie 1, la fabrication d'un bulleur (pos.1) dans la partie 2, la fabrication d'un condenseur (pos.3) et la connexion des trois réservoirs, dans la partie 3.
Ainsi, notre appareil est prêt en général et se compose des trois réservoirs 1,2,3 avec les buses et l'intérieur correspondants. Les réservoirs sont connectés et montés (soudés) sur un support en étain. Les travaux restants doivent être effectués dans l'ordre où ils sont suivis: fabrication d'une boîte 12, pliage et installation d'une dérivation 9 avec une vanne à pointeau 10, fabrication et installation d'un tuyau d'entrée et de sortie (tout ce qui sort de la boîte devra être monté en place). Installation d'un câble chauffant sur un bulleur, installation de réservoirs dans une boîte et remblayage avec du sable. Installation d'un contrôleur thermique.
Outils, équipement.
Toutes les connexions ont été effectuées par soudage - vous avez besoin d'un brûleur à gaz manuel. Ensemble d'outils de banc. Tampon abrasif de taille moyenne pour le ponçage des points de soudure. Pour une coupe précise des tubes en cuivre, il est pratique d'utiliser une scie pendulaire d'extrémité, ou une boîte à onglets avec une scie à métaux fera l'affaire.Il est venu dans une mouture électrique pratique, un étau de banc. Dans la fabrication de la boîte, une scie circulaire, une petite raboteuse et la même scie pendulaire ont été utilisées. Perceuse, tournevis. Quelques pinces. Pour la peinture - pinceau, vaisselle.
Matériaux
Des feuilles de cuivre et des garnitures en laiton ont été utilisées, des tubes en cuivre de 15 mm, 18 mm de diamètre. Les tés et raccords spéciaux font partie d'une conduite d'eau en cuivre. Deux petits robinets à aiguille, des morceaux de fer d'anciens appareils de plomberie. Soudure étain-cuivre n ° 3, flux vers elle. Brosse LKM, chiffons de coton. Colle - PVA de menuisier.
Alors. Il a pris la boîte. Bois préparé - pour le cadre, barres solides et résineuses sans nœuds et défauts, pour le revêtement des planches de finition. Les barres de cadre ont été disposées. Je l'ai connecté «dans la moitié de l'arbre» au PVA du menuisier, j'ai vérifié la rectangulaire avec un grand carré de menuisier, je l'ai serré avec des pinces sur une table plate. Sur la photo, il y a un cadre de séchage, deux pièces l'une au-dessus de l'autre.


Après séchage, a commencé à gaine. Les planches et les garnitures de longueur appropriée ont été rabotées à une épaisseur de 12 ... 15 mm, coupées à la taille, des trous percés pour les attaches, vissés avec des vis. Il a fait des coupes pour les tuyaux de drainage en saillie, à l'avenir, ils seront en outre recouverts de plaques d'étain.
Presque une boîte finie, l'étui pour les poignées de transport. En tant que stylos, il a été décidé d'adapter les dernières planches (supérieures) des extrémités du caisson. Pour ce faire, il a découpé leur épaisseur accrue afin qu'il soit confortable à tenir avec sa main, et pour ancrer magnifiquement le bas de la «poignée» avec une doublure fine, nous avons dû faire un flan conique.



Après avoir marqué la poignée, j'ai percé les bords de l'ouverture pour la main avec une perceuse à stylo sur un arbre de grand diamètre (40 mm), connecté les trous avec une scie sauteuse électrique, poncé de grosses bavures avec un papier de verre.



Après avoir installé les poignées en place, les ébauches restantes des parois latérales ont été marquées en place, couper l'excédent, vissées avec des vis. Le dernier essayage, tout semble aller.
La boîte finie sans fanatisme est poncée, apprêtée avec du vernis dilué et peinte en plusieurs couches d'émail PF-115, vert gazon, avec un broyage intermédiaire des fibres en relief avec un papier de verre de broyage fin ou frotté. Pendant que la peinture sèche, vous pouvez faire la fabrication et l'installation des morceaux de fer restants.


J'ai préparé et soudé des robinets à aiguilles dans le renfort environnant - leurs filetages réguliers conçus pour resserrer les pinces, les nettoyés avec une brosse métallique, soudés avec une torche à gaz avec de la soudure étain-cuivre et une pâte de flux spéciale pour cette soudure. Connexion du tuyau d'air - Norme de déconnexion rapide pour tuyau orange pneumatique en spirale. Tubes en cuivre provenant d'un système d'alimentation en eau d'un diamètre de 15 et 18 mm, il serait bon de les connecter avec des pièces standard qui sont proposées spécifiquement pour cela - raccords, angles, mais seuls quelques-uns de leurs types étaient disponibles - tés, raccords, bouchons. Je devais sortir. J'ai fait les angles de 90 degrés par moi-même - j'ai coupé les extrémités des tubes à un angle de 45 degrés sur la scie d'extrémité (utilisez au moins des lunettes de protection!) Et après avoir dénudé et appliqué du flux, les mettre sur une brique rouge et soudé avec une torche. N'oubliez pas de rincer du flux à l'eau tiède - flux acide. Lorsque vous soudez plusieurs endroits à proximité, nous partons du principe général - nous soudons d'abord des pièces plus massives, puis moins, donc il y a moins de chances que la soudure précédente se désintègre, même si vous soudez avec la même soudure. Si les diamètres des pièces soudées ne coïncidaient pas sensiblement, ils dominaient la quantité requise de cuivre, fil préalablement bien dénudé, avec un diamètre d'environ 0,4 ... 0,5 mm. J'ai démonté les robinets avant de souder autant que possible afin de ne pas chauffer la torsion en plastique et les joints en caoutchouc. N'oubliez pas d'essayer les tuyaux plus souvent au lieu d'affectation, de sorte que, en raison de la distraction, comme le dit le rasta russe, "ne pas gâcher les côtés".


Enfin, souder le préparé en utilisant les tés disponibles. De plus, les écarts sont compensés par l'enroulement de fil. Contourner au niveau ou légèrement au-dessus du goulot de remplissage, son robinet doit sortir du lit de sable. Son tube est légèrement incliné par rapport à l'axe vertical, afin de ne pas bloquer l'accès au goulot de remplissage.


Une place est disposée dans le tuyau de sortie du pare-flammes, ce qui empêche l'entrée de flammes de la «contre-attaque» dans l'appareil. Des pare-flammes de ce type doivent être installés - dans les réservoirs, un mélange prêt à l'emploi de carburant avec un agent oxydant et la pénétration de la flamme à l'intérieur sont lourds de conséquences graves. Heureusement, le taux de combustion des vapeurs d'essence est relativement faible et la «confusion» de cuivre dans le tuyau est une mesure garantie pour supprimer la flamme. Elle sera remplie de volume dans le tuyau de sortie de la partie filetée au coin. Pour que le bourrage de fil ne rampe pas hors de son emplacement prévu, une butée transversale est soudée pour faire tourner le tube - un morceau de fil de laiton épais. Un fil de 0,5 pouce est soudé à l'extrémité de sortie du tuyau à partir des raccords d'eau - un «clown» en laiton de l'ensemble du mélangeur de bain. L'angle non standard est fait de la même manière que les précédents pour des raisons de commodité - lorsque vous placez le carburateur en bas à gauche, sous la table, le tuyau de sortie se pliera moins.

Une étape obligatoire est un test de fuite. Dans les récipients entièrement assemblés avec raccords, c'est assez simple - boucher le tuyau de sortie avec un bouchon de plomberie standard, graisser les robinets en liège, découper une bande élastique pour le bouchon de remplissage. Reste à connecter le compresseur à l'entrée de l'appareil et, après avoir gonflé plusieurs atmosphères, à marcher le long des coutures avec de la mousse savonneuse. Marquez les endroits de fuite d'air et de soudure après le lavage et le séchage. De même, vérifiez le résultat.
C'est ici avec mon appareil qu'un accident s'est produit - lors du pompage d'environ quatre atmosphères, un obus a été arraché sur le couvercle du barboteur. Il y avait peut-être un léger défaut dans l'estampage en usine du couvercle - une fissure à la place d'une forte flexion. Peut-être en raison de l'absence ou d'un recuit insuffisant avant l'emboutissage. Sur elle, une fissure, le couvercle s'est détaché. Dans le même temps, le réservoir «s'est ouvert», déchirant l'un des tubes à un voisin, et a légèrement plié la base. Plusieurs tentatives ont été faites pour réparer, mais il n'a pas été possible de restaurer l'appareil avec précision, et surtout, de manière fiable, sans démontage significatif. L'appareil est mis de côté pour une utilisation moins critique que l'utilisation d'un réservoir de carburant.
Le résultat de l'accident, en général, était une confiance excessive et une pression nettement inférieure était suffisante pour vérifier l'étanchéité avec des bulles de savon. Pendant le fonctionnement normal de l'appareil, la pression à l'intérieur des récipients ne dépasse pas la pression atmosphérique, et en prenant des mesures connues pour se protéger contre le «renversement de flamme inverse» (grilles de cuivre, «brouillards»), les récipients peuvent être faits de matériaux très fins.