
Dans cet article, nous allons essayer d'utiliser dans le casting. Nous coulerons du laiton, du bronze et du bismuth sur des modèles 3D imprimés sur l'imprimante.

Les instructions suivantes sont extraites de la chaîne de télévision Fiery YouTube. Tout d'abord, essayons de lancer un dé avec 20 visages. Ces dés sont nécessaires dans certains jeux de société.
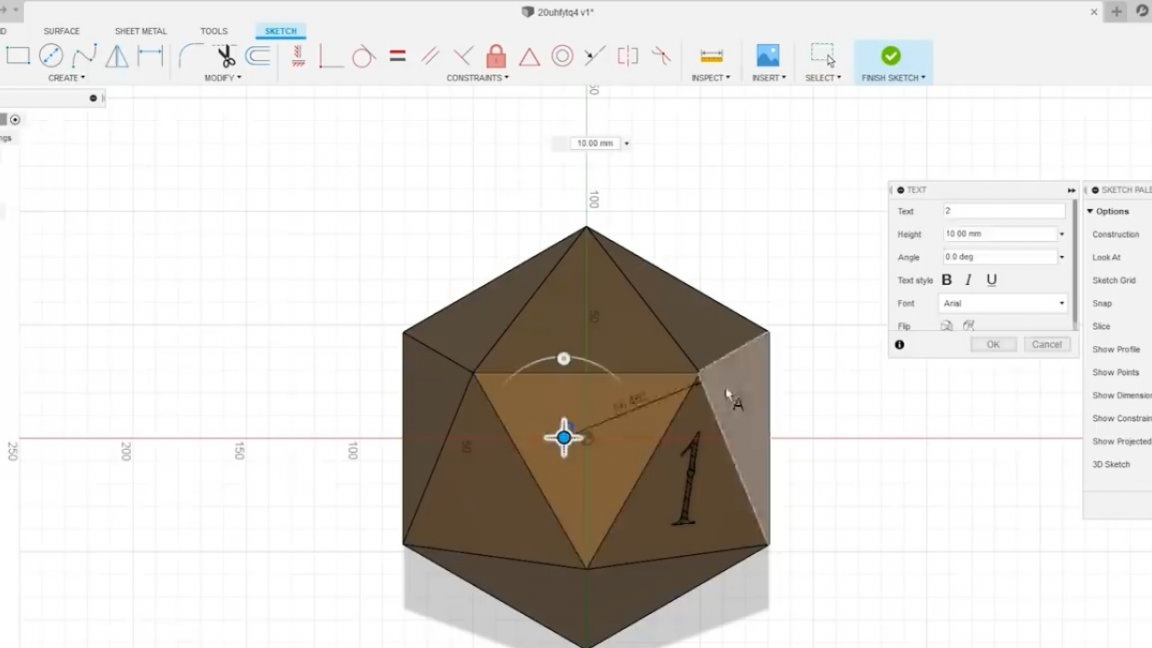
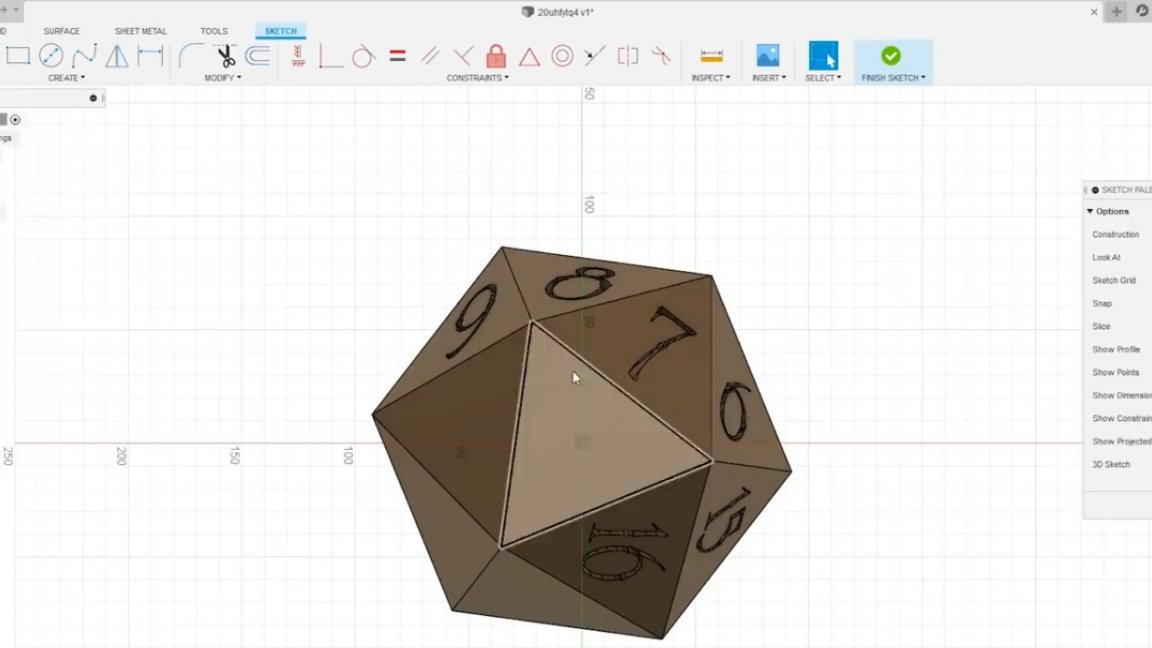
Une telle forme inhabituelle est juste idéale pour tester la technologie de moulage, car cette le modèle Il a un grand nombre de faces, qui sont également situées dans différents plans et sous différents angles. Et en plus de ce qui précède, beaucoup de petits nombres ornent un tel dé, pour lequel l'auteur a choisi une police plutôt fine. En général, nous avons beaucoup de difficultés et beaucoup de fonctionnalités spécifiques à venir.
Il a été décidé de créer un modèle 3D à partir de zéro, afin qu'il soit possible de corriger le modèle si nécessaire et de pratiquer en même temps la modélisation 3D.
L'auteur a imprimé un cube de 2 moitiés et il y avait des raisons à cela. Tout d'abord, il est impossible d'imprimer de petites pièces sans souffler, elles surchauffent simplement. Deuxièmement, il est impossible d'imprimer un cube comme celui-là même avec des supports, toutes les surfaces qui regardent vers le bas s'avèrent trop rugueuses et certains chiffres deviennent même illisibles.
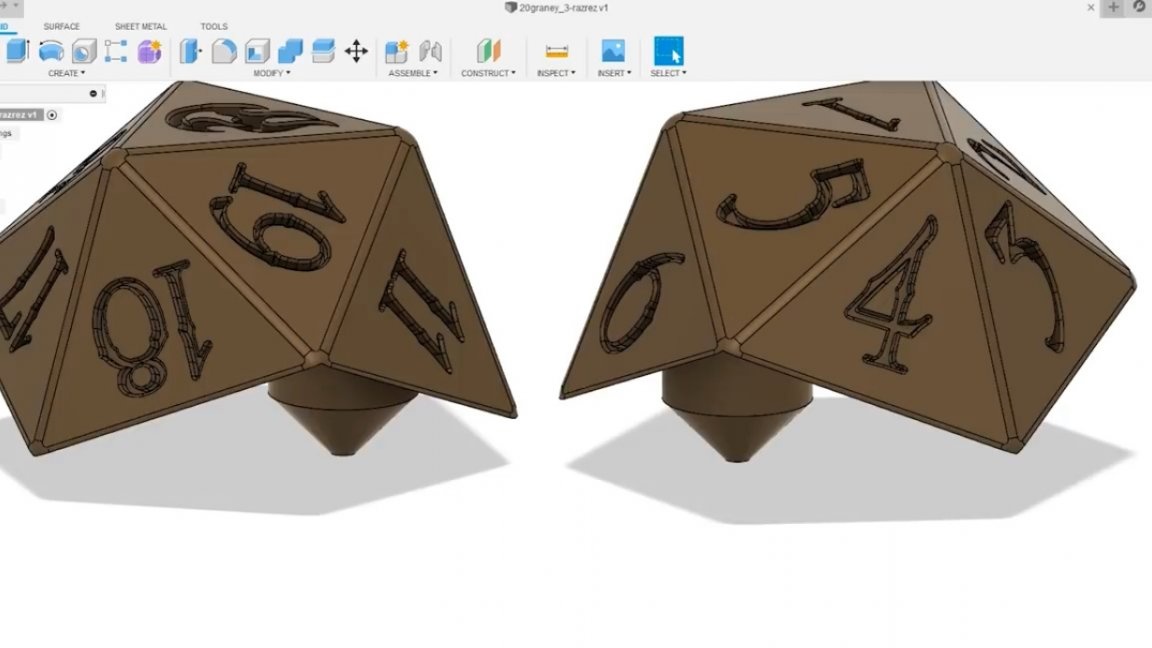

Mais, comme vous pouvez le voir, au final, tout s'est avéré assez précis, tout s'emboîte, il n'y a pas de distorsions, les bords sont réguliers et les chiffres sont parfaitement lisibles.
Si l'un des lecteurs souhaite répéter ce projet, alors ici le lien dans le dossier du modèle.
Tout a été assez bien imprimé, à l'exception des petits jambages sur les bords, mais nous allons le réparer. Maintenant, il est nécessaire d'enlever les restes des supports et de nettoyer le plan intérieur avec une lime pour ancrer précisément les pièces résultantes.

Ensuite, nous avons besoin de superglue. Après collage avec un couteau on se débarrasse des résidus de colle.

Mais le joint n'est toujours pas très soigné, il faut le caler. La même superglue fera office de mastic. Nous le mettons sur le joint et attendons sa polymérisation complète.


Après cela, il est nécessaire d'aligner soigneusement les bords avec un fichier. En général, une telle chose s'est produite à ce stade:

La surface du cube n'est pas lisse et plutôt rugueuse, elle doit être lissée. Comme vous le savez, le plastique PLA est dissous dans du dichlorométhane.Dans sa forme pure, l'achat de cette substance est assez problématique, il a donc été décidé d'utiliser un tel décapant:

Le dichlorométhane a été utilisé comme ingrédient principal de ce produit. Avec une extrême prudence, appliquez une fine couche de cet outil avec un pinceau et lissez en outre légèrement la surface avec vos doigts.


L'essentiel ici n'est pas d'en faire trop, car il suffit de se débarrasser de la rugosité pour que le silicone ne colle pas au plastique. Ceci est suivi d'une étape très cruciale - il faut faire une impression de caoutchouc d'injection à deux composants, tout en s'assurant que le joint des deux moitiés du moule passe le long du bord du cube.


Faire immédiatement les canaux d'injection. Afin de ne pas se soucier de la recherche de matériaux supplémentaires, nous réaliserons les parois du moule à partir de pâte à modeler sculpturale.
Ensuite, vous devez traiter la surface. À cette fin, il est préférable d'utiliser la gelée de pétrole la plus courante, mais l'auteur a décidé de traiter la surface avec de la graisse de silicone, car elle a été appliquée avec un pinceau pendant assez longtemps.

Ensuite, vous devez préparer du caoutchouc silicone. Mélangez-le soigneusement avec un durcisseur.



Après quelques heures, vous pouvez remplir la seconde moitié. Nous fabriquons également les murs d'argile sculpturale. Ensuite, appliquez un séparateur, l'auteur a utilisé la même graisse de silicone, mais comme il s'est avéré en vain ...

15 heures se sont écoulées et tout s'est finalement polymérisé. Les parois de la pâte à modeler sont assez faciles à séparer, mais le silicone collé ensemble, la graisse de silicone n'a pas aidé. C'est dommage bien sûr, mais rien ne peut être fait, il faut le couper.

Il est nécessaire de couper de manière à obtenir autant de protubérances, de rainures et de tours que possible. Autrement dit, pour avoir autant d'irrégularités que possible.
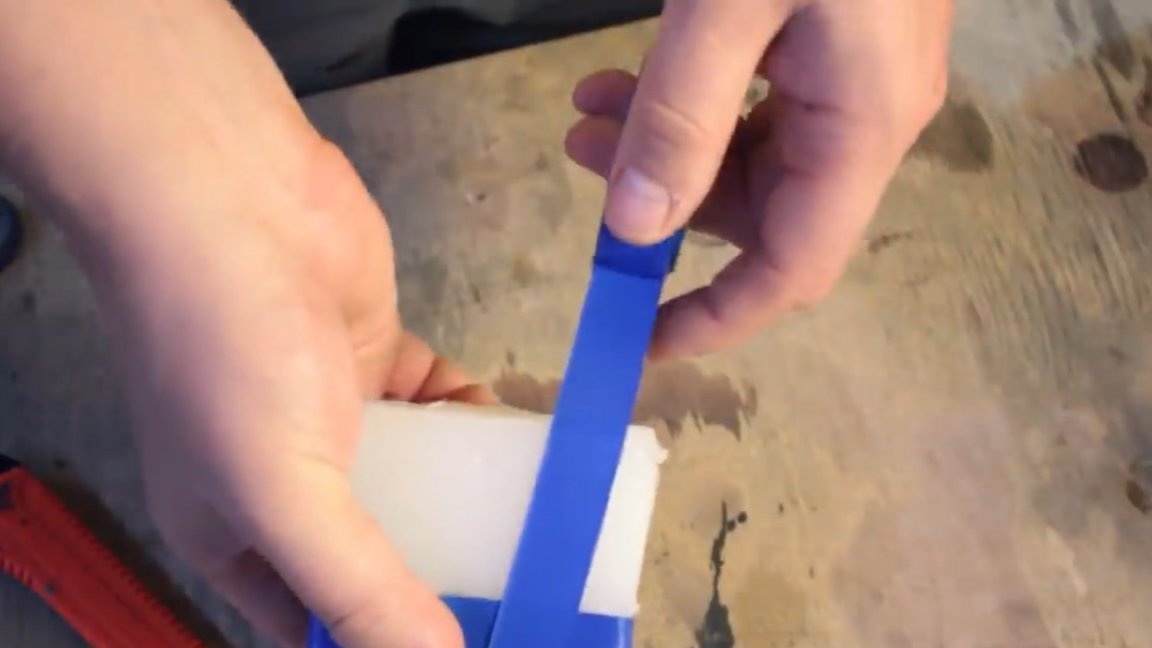
Ensuite, connectez les moitiés les unes aux autres et fixez-les avec des élastiques. 10 bandes élastiques maintiennent parfaitement les deux moitiés ensemble. L'auteur a d'abord fixé le moule avec du ruban électrique, puis l'a remplacé par les bandes élastiques susmentionnées.
Ensuite, vous devez faire fondre la paraffine. L'auteur utilise de la cire de paraffine pour les bougies; il est directement vendu en paquets.

Mais pour la coulée, il est toujours souhaitable d'acheter la bonne paraffine, qui est utilisée dans les bijoux. Cette paraffine a une plus grande résistance et ne rétrécit pratiquement pas.

Après refroidissement, il est nécessaire de retirer le modèle de paraffine du moule.

Tout semble aller bien, mais les canaux de coulée se sont immédiatement interrompus. Pourtant, cette paraffine n'est pas très adaptée à ce rôle. Ensuite, nous ferons le moule en plâtre. Versez le gypse dans le récipient préparé (dans ce cas, dans une boîte en aluminium découpée). Ensuite, nous immergons le modèle de paraffine à environ la moitié de sa hauteur et attendons que le gypse gèle. Ensuite, nous soudons les canaux d'injection et remplissons le modèle de gypse jusqu'au bout.
Une fois le gypse durci, vous pouvez commencer à retirer la paraffine du moule. Lorsqu'elle est chauffée, la paraffine fond et l'excès d'eau commence à sortir du gypse.

Après que toute la paraffine a été enlevée, nous laissons le formulaire sur le poêle pendant quelques heures de plus, afin qu'il soit complètement sec.

Vous pouvez maintenant passer directement au casting. Dans un morceau de bloc de gaz, nous faisons une dépression et y plaçons un verre d'acier inoxydable comme creuset.
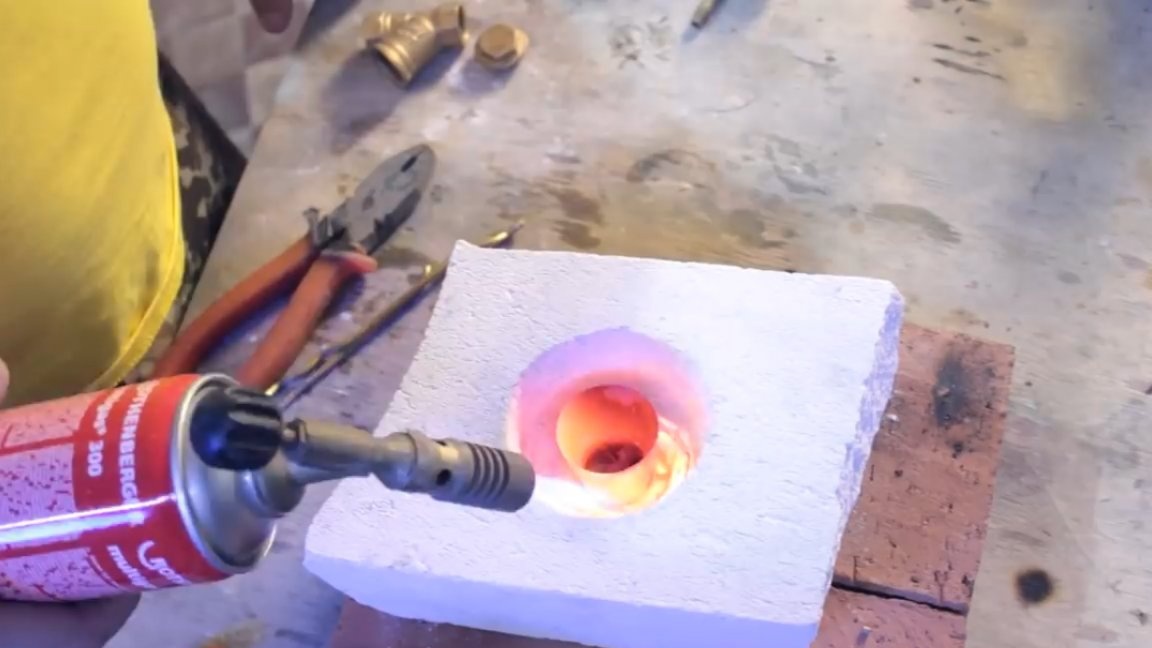
L'acier inoxydable se réchauffe assez rapidement et il est très pratique de faire fondre les métaux qu'il contient.
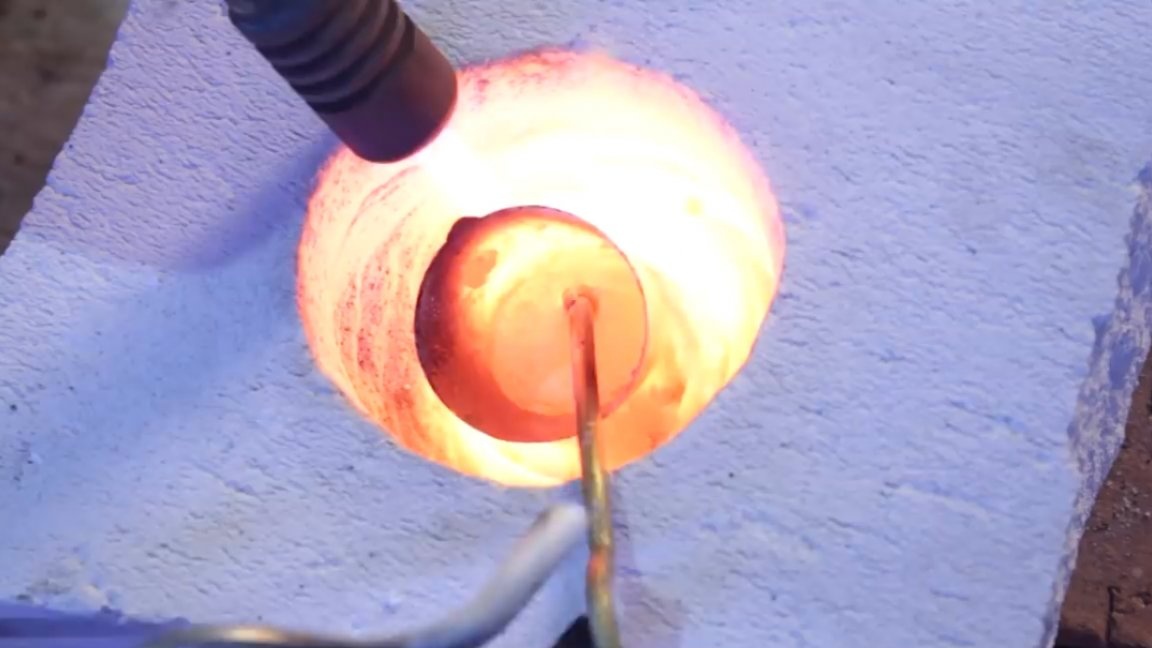
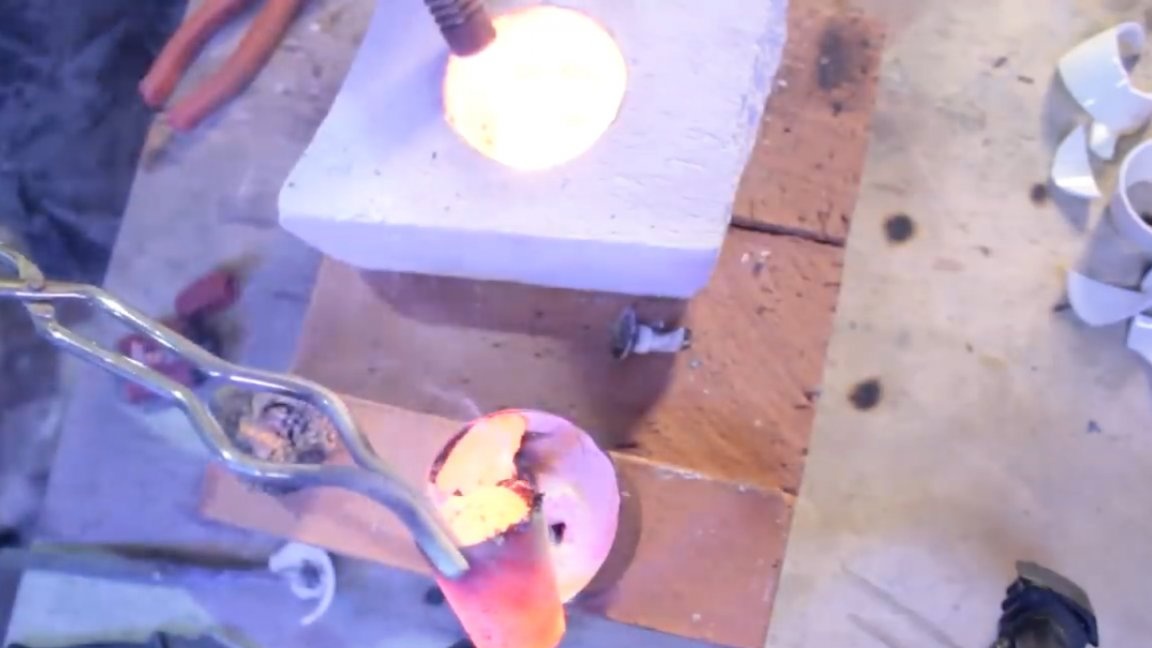
L'auteur a décidé d'essayer de faire fondre le laiton et de faire immédiatement un casting. Les tiges à souder et le boîtier de l'ancien filtre à eau ont été sélectionnés comme matières premières. Mais le métal n'était pas trop fluide, il ne pouvait pas sortir par le deuxième canal de grille. En général, le résultat ne comprenait pas quoi.


Mais vous devez admettre, il est assez difficile de deviner ce qui vous attend lorsque vous faites fondre une pièce de laiton inconnue. Par conséquent, il a été décidé de fabriquer notre propre alliage de coulée. Il contient 81% de cuivre et 19% d'étain. Le bronze résultant de la forte teneur en étain se prête bien à la coulée et à fondre à une température de 880 degrés.
Malheureusement, l'alliage résultant n'était pas suffisant pour toute la coulée. Mais regardons toujours le résultat.



Une toute autre affaire! Tous les détails sont clairement lus. Il y a une petite concavité des visages, mais cela est dû au rétrécissement de la paraffine, lors du refroidissement. Vous pouvez également voir de petites bulles, elles sont également dues à la paraffine.
Enfin, il a été décidé de lancer un cube en bismuth. Le bismuth est un métal à bas point de fusion avec une bonne fluidité.

Un petit papier de verre et un cercle de feutre et on obtient le résultat suivant:



Eh bien, ces castings se sont avérés. Bien sûr, vous devez travailler un peu plus sur la technologie et tout ira bien mieux. En utilisant cette technologie, vous pouvez verser n'importe quoi, du bronze aux modèles 3D imprimés sur une imprimante. C’est tout. Merci de votre attention. A très bientôt!
Vidéo de l'auteur: