
De nombreux maîtres utilisent différents types de fraises à main dans leur travail, et ils ont souvent le problème de déplacer la fausse semelle par rapport à la fraise elle-même, ce qui entraîne des erreurs dans les rainures de coupe.
Dans cet article, l'auteur de la chaîne YouTube JSK-koubou vous expliquera comment résoudre facilement ce problème.

Presque tout le monde pourra utiliser les techniques que l'auteur utilisera.
Matériaux
- Plastique mince
- Ruban Scotch
- Résine époxy bi-composant
- Feuille de plexiglas
- Ruban adhésif double face.
Des outils utilisé par l'auteur.
— Moulin à main
— Fraise à rayon avec palier de butée
— Tournevispercer
— Pinces
— Pied à coulisse électronique
- Raboteuse de marquage
- Reer, Meisel
— Pistolet à colle
- Couteau, règle, clé, marqueur.
Processus de fabrication.
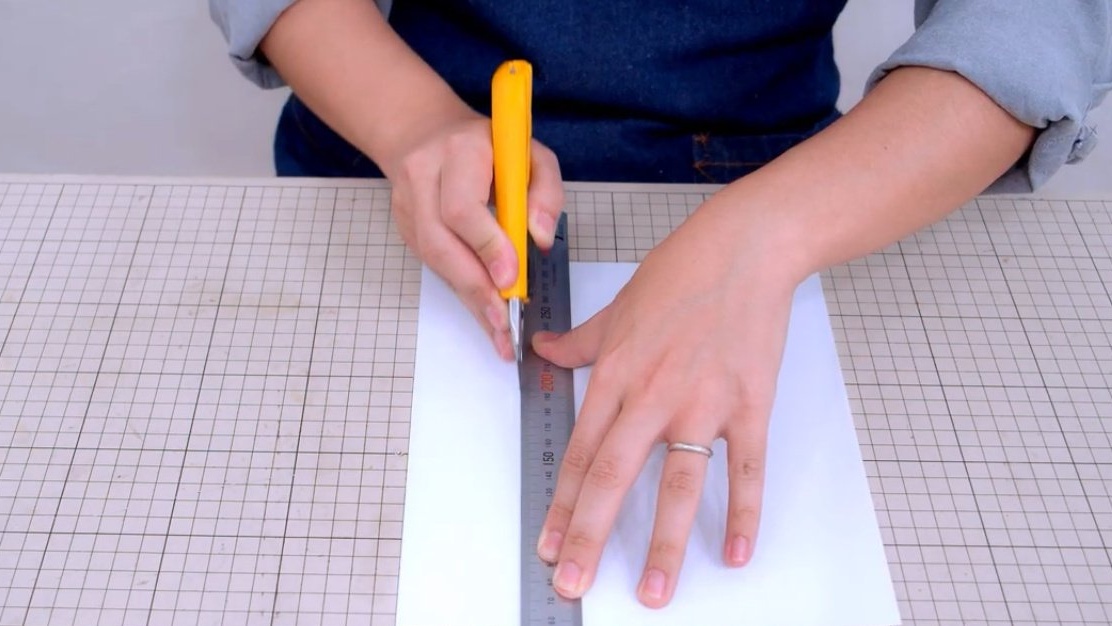
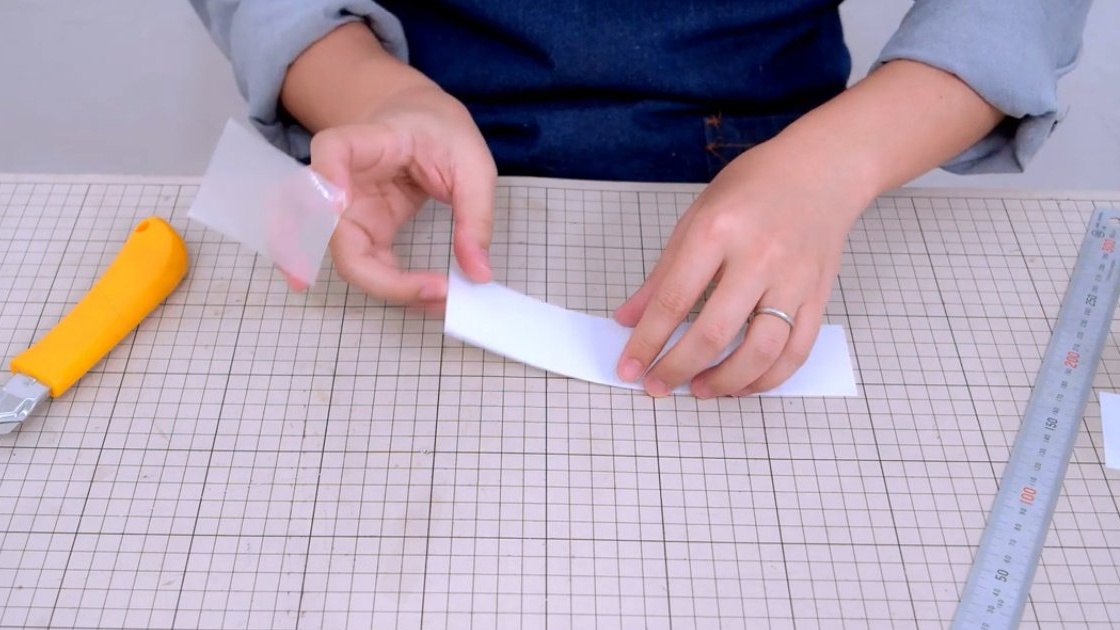
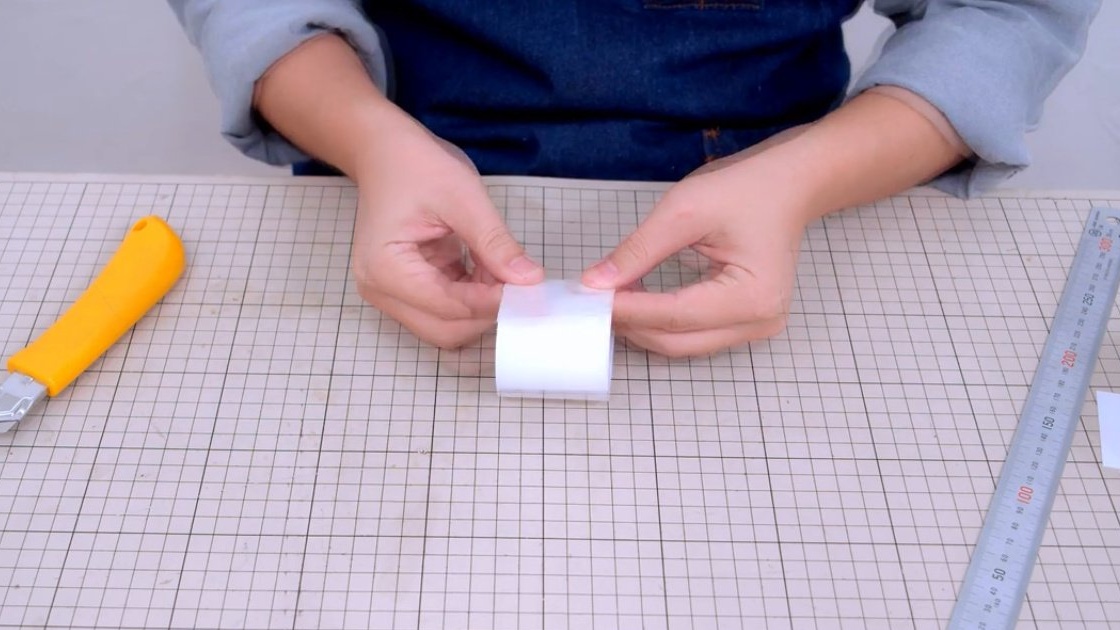
La première étape consiste à réaliser une buse d'étalonnage très simple sous la forme d'un cône. Pour ce faire, vous devez faire un petit cylindre de plastique mince.
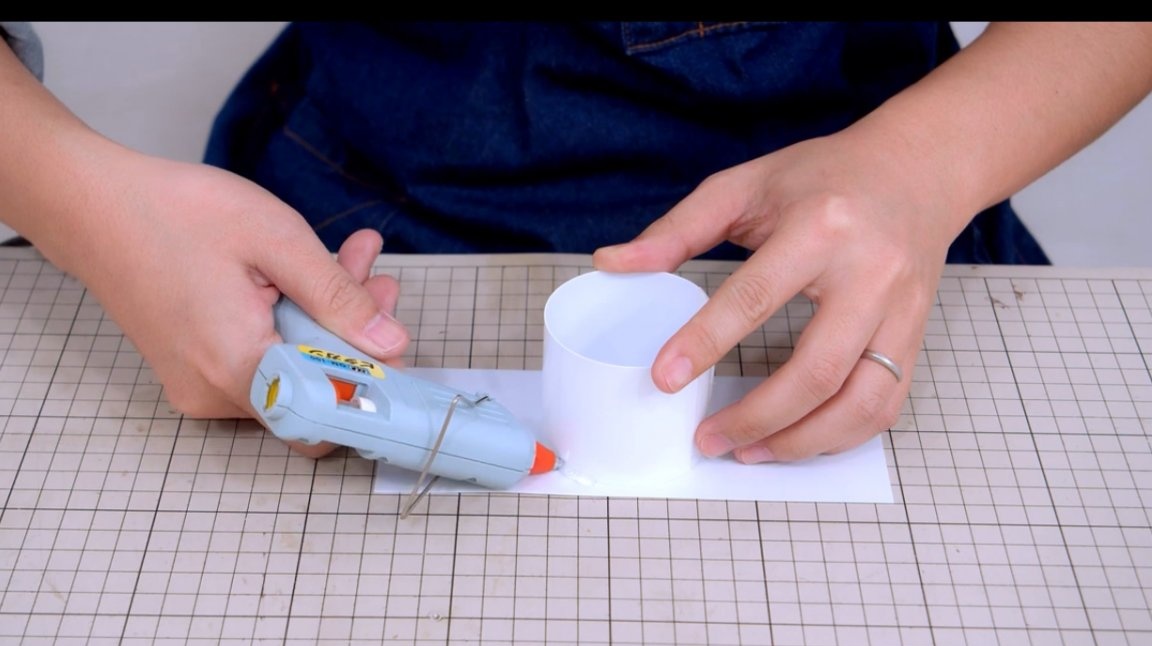
Ce cylindre est fixé à la base avec de la colle chaude.
Ensuite, les composants de l'époxy sont mélangés et le récipient est rempli.

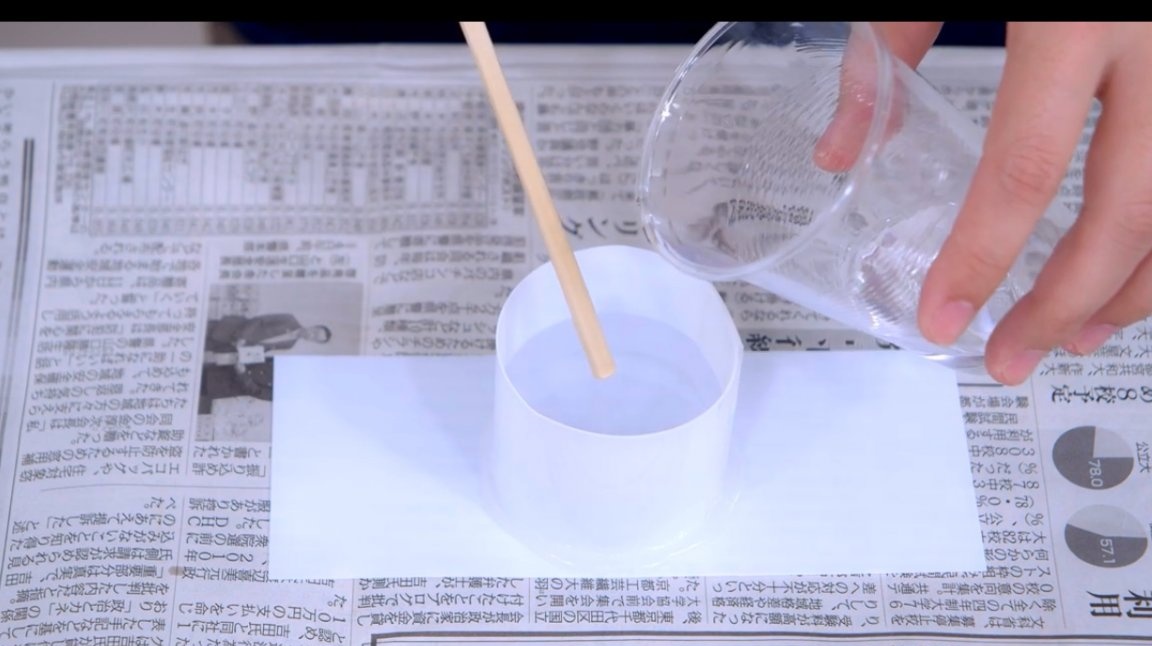
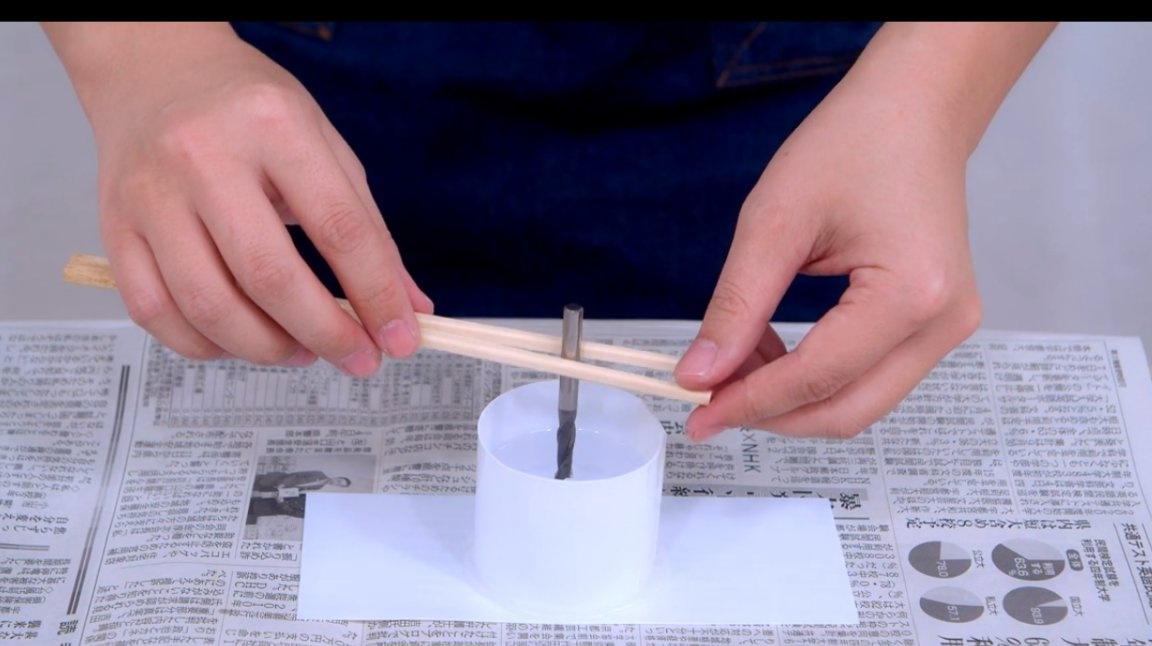
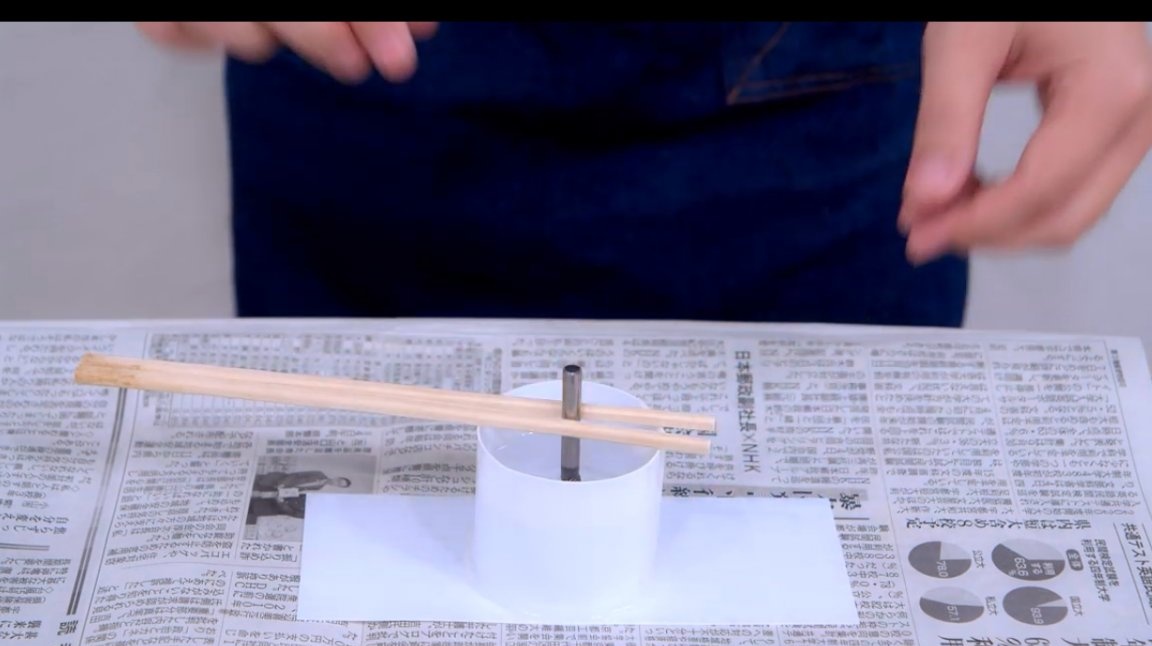
De plus, l'ancien moulin doit être immergé aussi précisément que possible au centre du réservoir et en position verticale.

Voici une telle pièce obtenue après polymérisation de la résine et retrait du coffrage.

Le maître n'ayant pas de tour à sa disposition, il le fabrique à partir d'une perceuse et le fixe sur un établi.

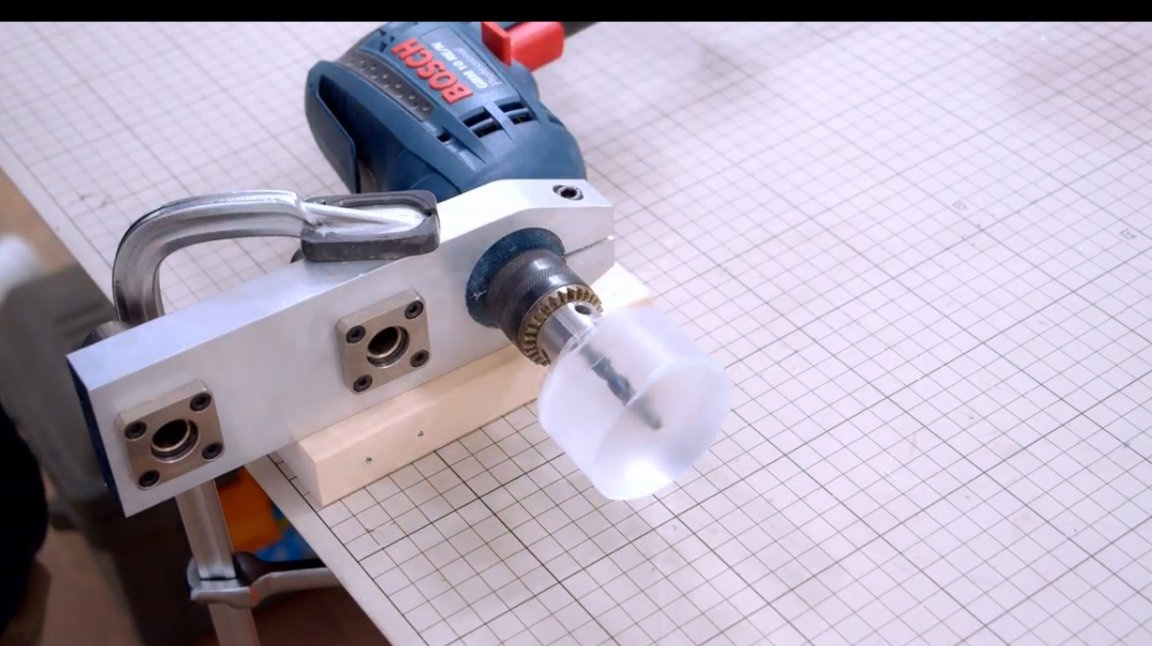
La billette est soumise à un traitement grossier par un élévateur, puis sur son côté intérieur un cône est formé par un maisel. Ce tournage ne doit en aucun cas être effectué immédiatement sur la fraise! Il a un régime trop élevé et la pièce après moulage est très mal équilibrée!



Après un traitement grossier et le centrage d'une telle buse, plus précisément, elle est déjà allumée sur le broyeur.



Ainsi, le maître montre la situation standard lorsque vous devez faire deux rainures dans la direction opposée sur la pièce.



Le revêtement sur la semelle a été déplacé, et il joue le rôle d'un arrêt. D'où le décalage des rainures de la moitié de la largeur.

Comment calibrer la semelle? Il est nécessaire de desserrer ses vis de serrage, de fixer la buse du cône, de soulever la semelle de manière à ce qu'elle soit pressée avec ses bords contre le cône. Resserrez ensuite les vis.




Donc, le deuxième test. La semelle est déjà calibrée.


Le résultat est bien meilleur, mais il n'est pas parfait.


Cette image montre un décalage de 0,37 mm. Oui, ce n'est pas si critique.

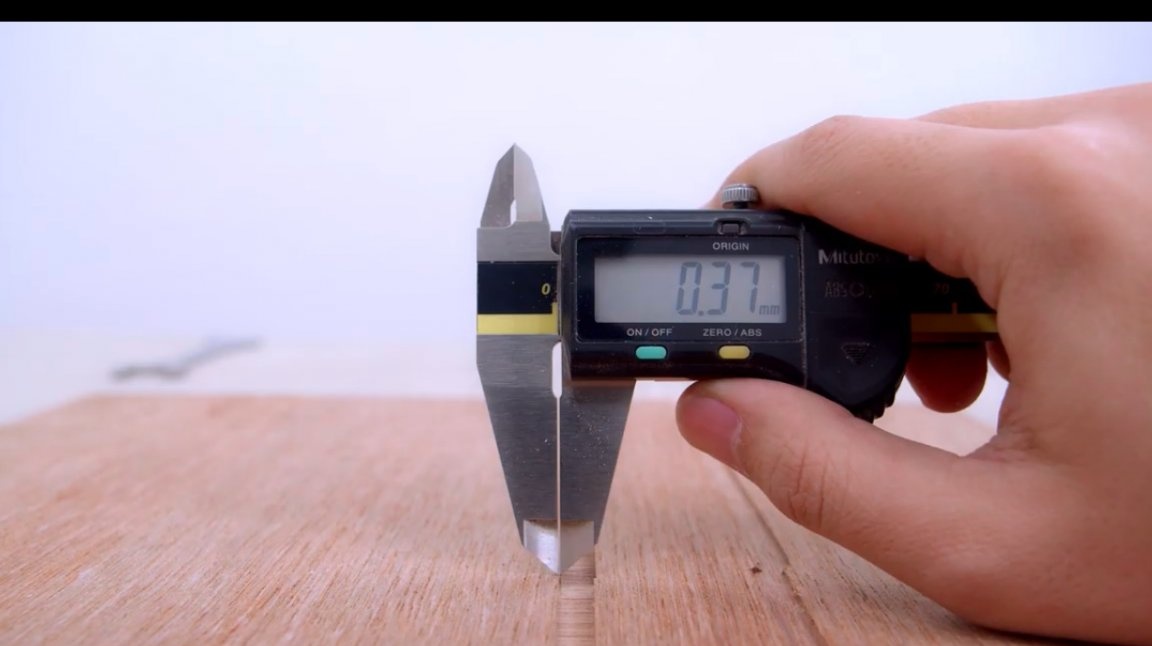
Mais le maître veut savoir d'où viennent ces 0,37 mm? Mais d'où, la semelle elle-même a des côtés avec une petite différence de taille.


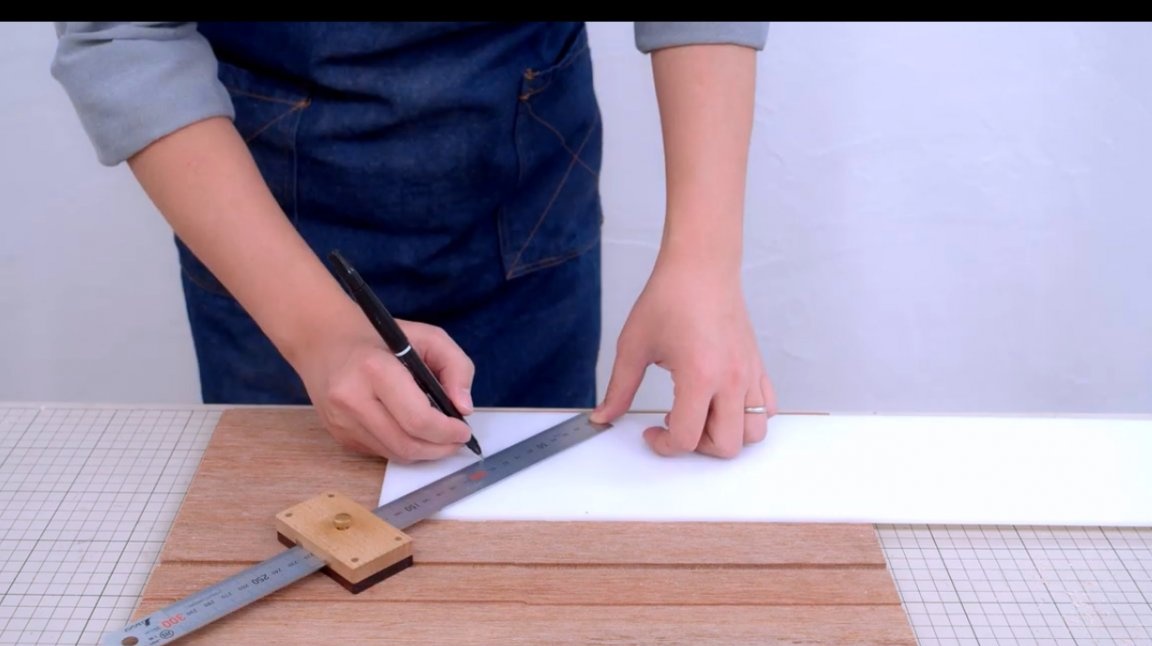
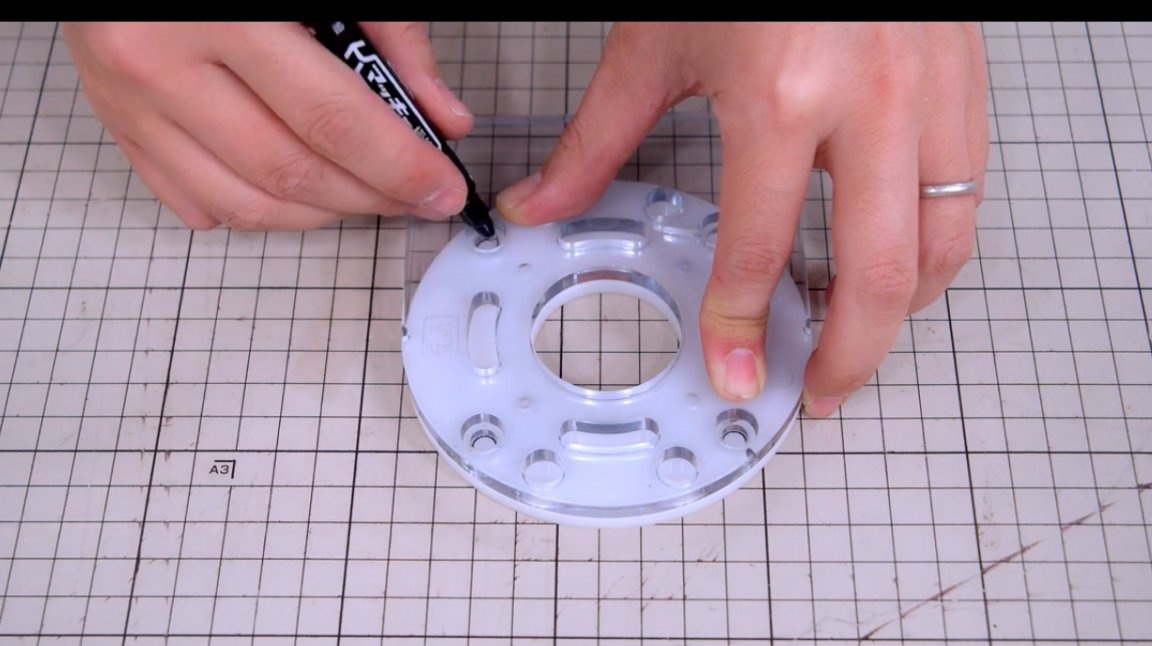
Pour les perfectionnistes, l'auteur montrera comment fabriquer vous-même une nouvelle semelle en plexiglas. Il colle le blanc au tableau à l'aide de ruban adhésif double face.



À l'aide d'une jauge de marquage, il trouve le centre et y perce un mince trou pour l'aiguille de la règle de la boussole.

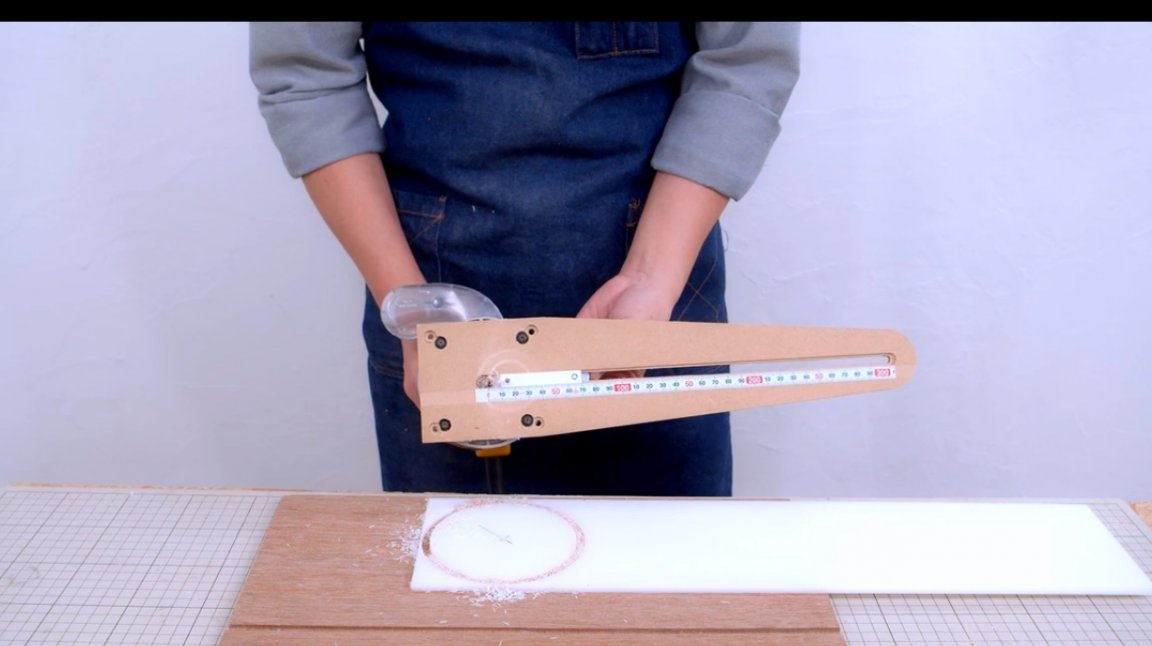
De plus, une boussole est vissée sur la fraise et un cercle est découpé avec un diamètre extérieur égal à la semelle.


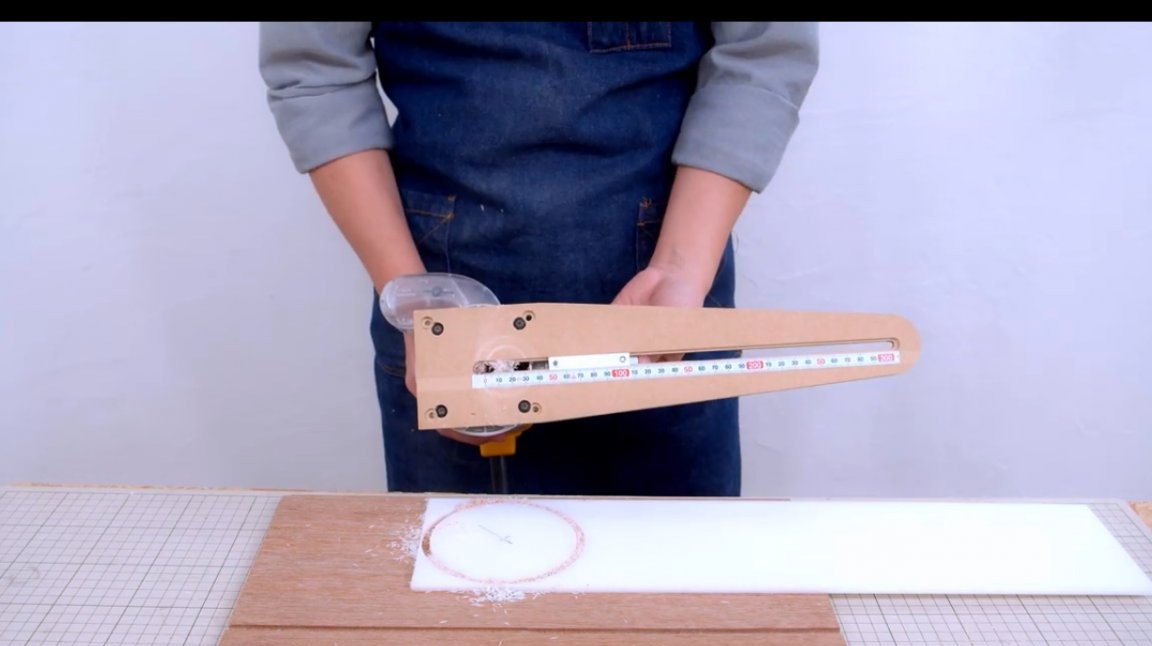
Après avoir déplacé la règle, elle fait un trou interne.


Pour décoller la pièce, vous pouvez utiliser un solvant, après quelques secondes il vous permettra de la séparer sans effort.


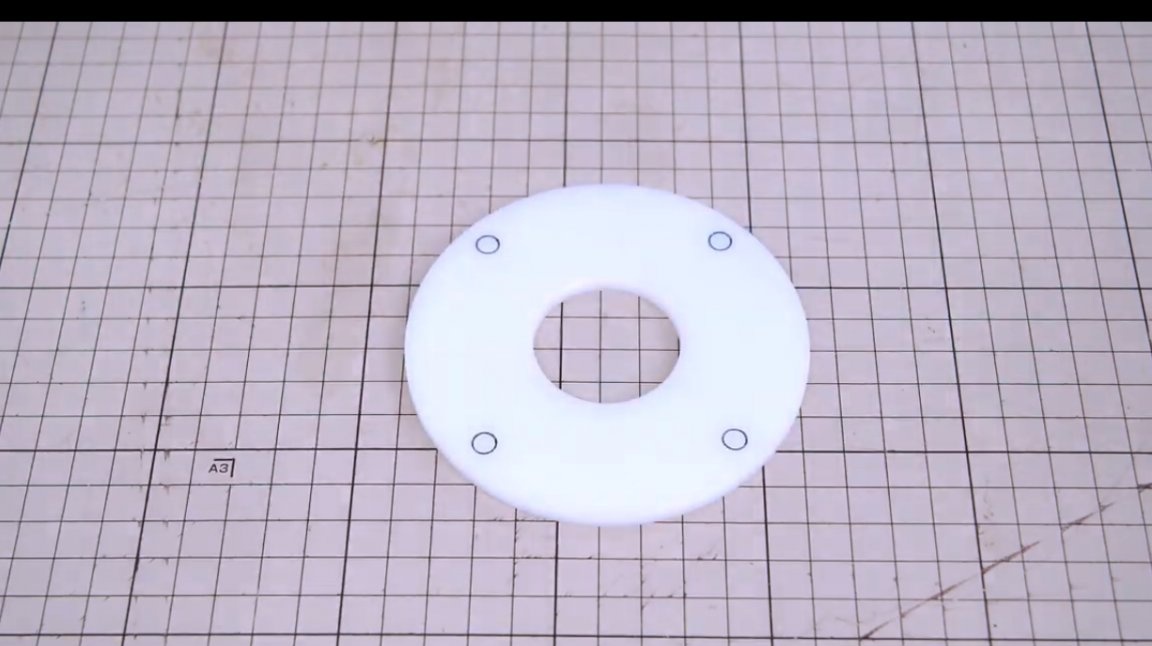
Et voici les tailles des différents côtés de la nouvelle pièce. La déviation est minime.


Les bords du trou central sont arrondis par une fraise à rayon avec un palier de butée.


Le marquage des trous de la semelle d'origine est reporté.
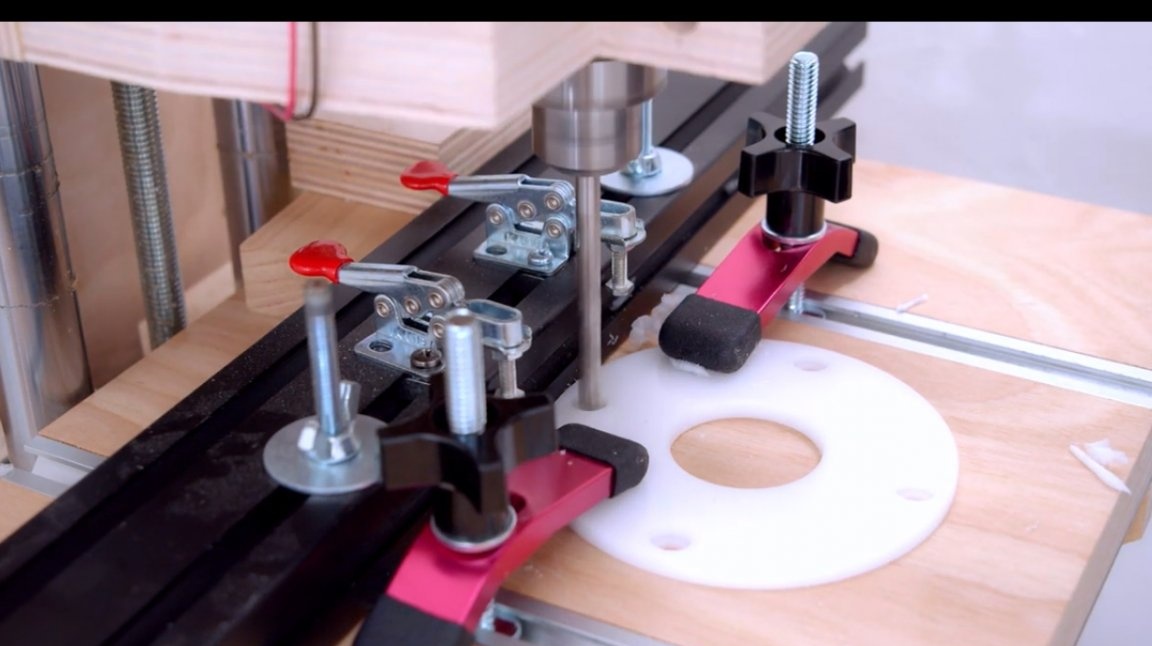
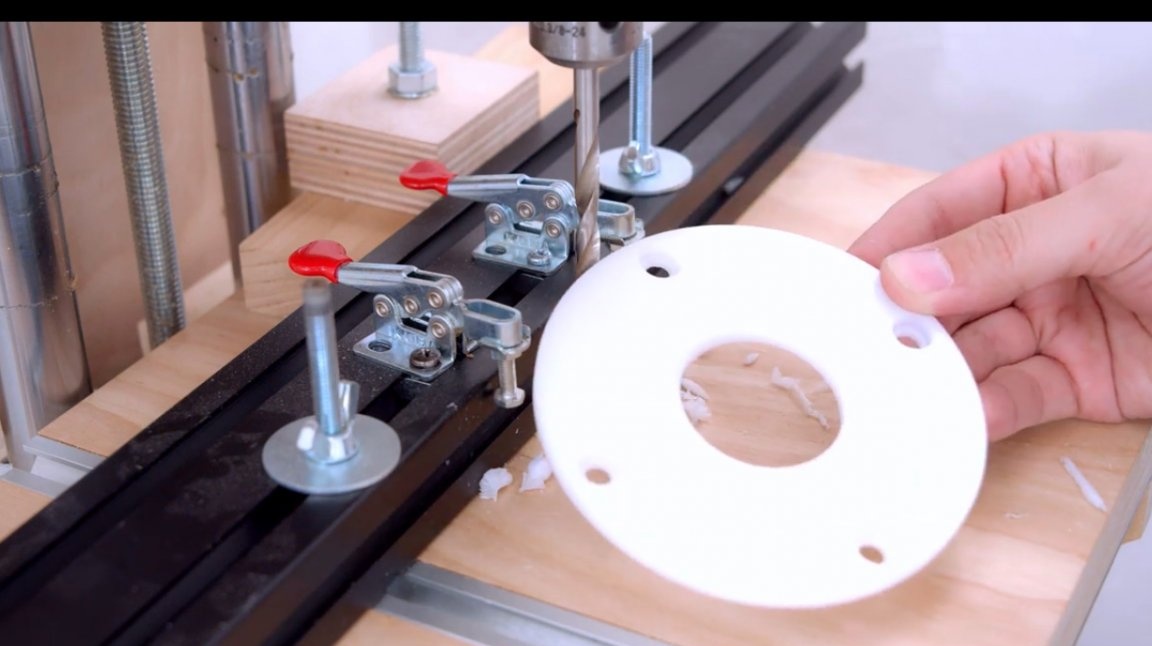
Et les trous eux-mêmes sont fraisés et percés.

Maintenant, la procédure d'étalonnage de la nouvelle semelle est à nouveau effectuée.



Eh bien, le dernier contrôle, et encore deux passes avec un arrêt au centre.



L'assemblage des deux rainures est tout simplement parfait.



Je remercie l'auteur pour une astuce simple mais très utile sur le calibrage de la semelle d'un broyeur à main!
Bonne humeur, bonne chance et idées intéressantes!
La vidéo de l'auteur peut être trouvée ici.