
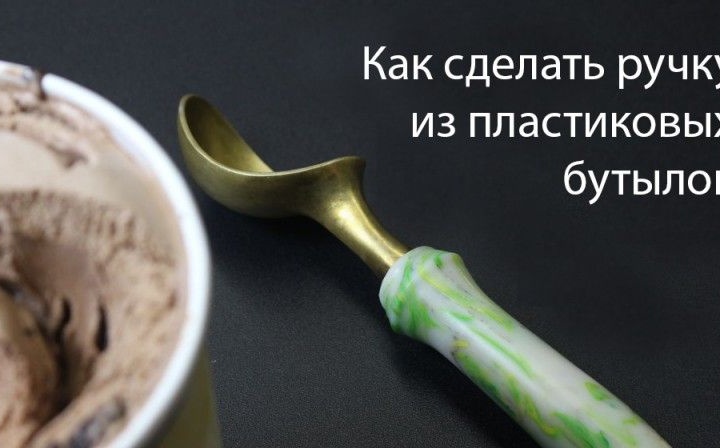
Cet article parlera d'une des nombreuses façons de recycler et de réutiliser les bouteilles en plastique usagées. Si vous avez accumulé un grand nombre de bouteilles en plastique, au lieu de les jeter, vous pouvez en faire de belles poignées pour les appareils de cuisine ou d'autres outils. Ainsi, au lieu de polluer l'environnement, créez des choses utiles à partir des ordures.
Matériaux et outils:
- bouteilles en plastique
mixeur
- un mini-four
couteau tranchant
papier parchemin
des gants
- papier de verre avec grain jusqu'à 12000
MicroMesh Pads
machine de tournage
machine circulaire
plateau fileté
- un sèche-cheveux de construction
Une description détaillée de la fabrication de stylos à partir de bouteilles en plastique.
Première étape: polyéthylène haute densité pour les amateurs
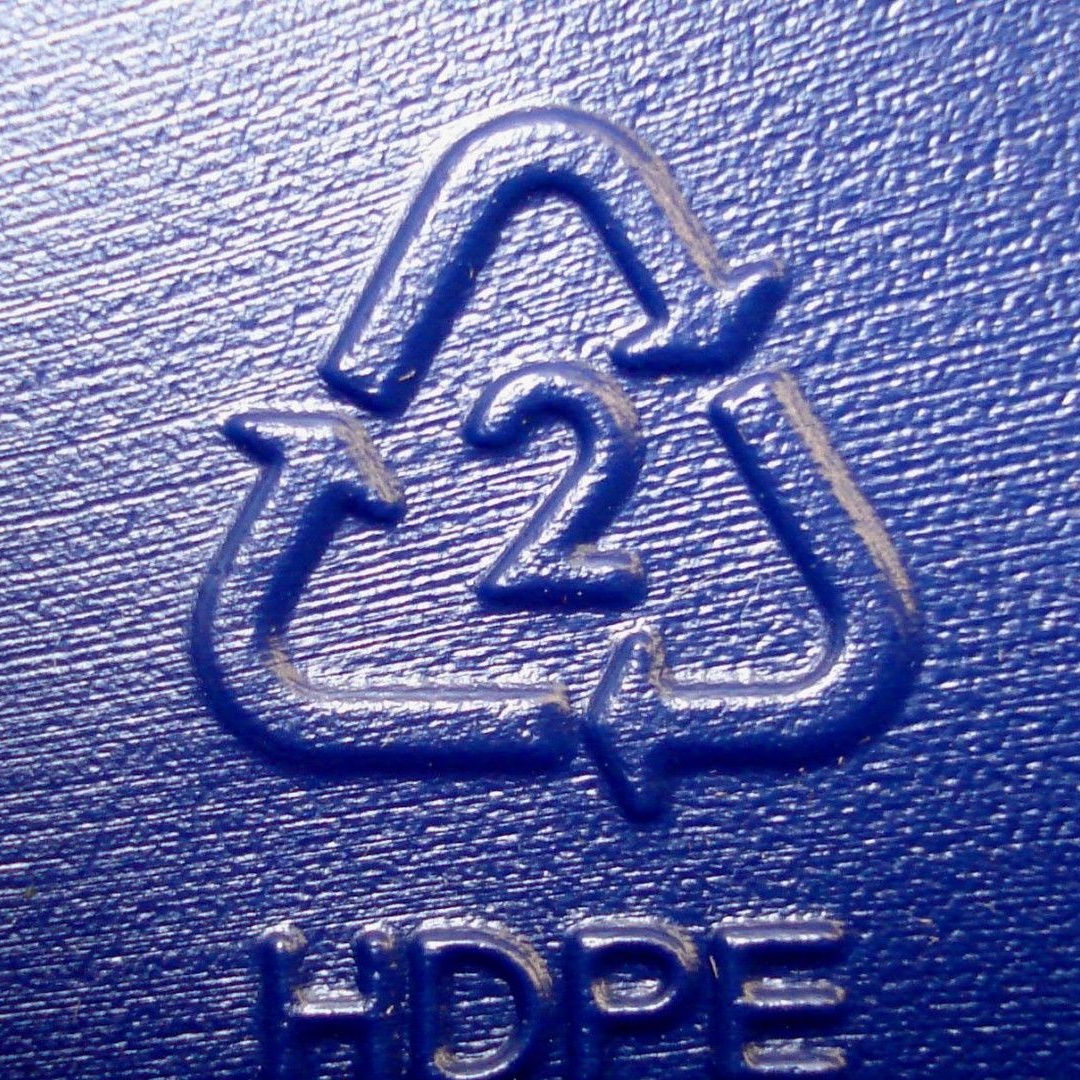


Sur chaque récipient en plastique, le numéro et la lettre de la désignation du grade de plastique à partir duquel tel ou tel produit est fabriqué doivent être indiqués. Dans ce cas, le numéro 2 marqué HDPE (HDPE) était indiqué sur les bouteilles utilisées pour fabriquer les stylos. Cela signifie qu'un tel plastique peut s'enflammer et émettre des fumées nocives pour le corps à haute température. Par conséquent, tous les travaux liés au traitement thermique de ces matériaux doivent être effectués dans des pièces dotées d'une hotte, d'une ventilation et d'une bonne ventilation.
Pour faire des stylos, vous devez d'abord couper le plastique en morceaux. Il est préférable d'utiliser un couteau tranchant pour cela, puis de placer le plastique coupé dans un mélangeur pour broyer le plastique en morceaux encore plus petits. Ensuite, la bouillie résultante en plastique doit être placée dans le four, préchauffé à 165 ° C. A cette température, il est nécessaire de s'assurer que toute la masse de plastique fond à un état transparent.
Deuxième étape: ajouter des variations de couleur




Le temps pendant lequel le plastique doit fondre est sélectionné individuellement, dépend en grande partie du volume et de la forme du récipient dans lequel la refusion aura lieu. Afin de ne pas gâcher le récipient pour la fusion et par la suite il n'y a eu aucun problème avec la séparation du plastique fondu, l'auteur a utilisé du papier parchemin comme enveloppe extérieure, car c'est du papier parchemin qui ne colle pas au plastique HDPE!
La quantité de plastique utilisée pour la première billette équivalait à 8 à 9 bouteilles en plastique dans lesquelles il y avait du lait. Afin de rendre la poignée, qui sera faite de ce plastique, plus lumineuse et plus intéressante en apparence, plusieurs bouchons colorés de moutarde et d'autres boîtes ont été coupés et ajoutés à la masse totale. Par conséquent, la pièce ainsi obtenue aura des arêtes vives, il est important de s'en souvenir et de faire le travail avec des gants.
Après avoir ajouté des parties colorées, le mélange de plastique est retourné au four pendant encore une heure. Il est préférable de contrôler la fusion du plastique toutes les 30 minutes afin d'éviter tout problème.
Au cours du processus de fusion, l'auteur a décidé de tordre plusieurs fois la pièce existante. Ce type de plastique à l'état préchauffé ressemble à un bonbon doux de consistance, il est donc assez facile de le tordre ou de l'écraser. Une telle manipulation donnera un motif en spirale à la future poignée. Étant donné que le plastique doit être suffisamment chaud pendant la torsion, ce travail doit également être effectué strictement avec des gants.
En dehors du four, le plastique refroidit et durcit assez rapidement, donc après le pétrissage, la pièce a été renvoyée au four.
Troisième étape: création d'un formulaire vierge


Pendant que le plastique fond, l'auteur a fabriqué une forme de contreplaqué, dans laquelle le flan de plastique refroidira complètement.
Les dimensions du moule ont été choisies comme suit: hauteur 50 mm, largeur 50 mm, longueur 150 mm. Les tailles ont été sélectionnées en fonction des paramètres nécessaires à la préparation de la pièce pour un traitement plus pratique sur un tour. Il est nécessaire d'éviter toute poche d'air lors du versement de plastique dans le moule pour le refroidissement, pour cela vous devez appliquer la force de traction maximale.
La pièce se refroidit pendant environ 12 heures, c'est-à-dire qu'au bout de 12 heures, le plastique refroidit complètement à l'intérieur du moule, pendant tout ce temps, il doit rester sous la forme serrée par les pinces. Ce n'est qu'ainsi que vous obtiendrez une pièce digne de qualité pour un traitement ultérieur sur un tour.
Le lendemain, déroulant la forme en bois, l'auteur a sorti le flan de plastique obtenu. Il s'est avéré avoir une taille de 3x5x15 cm, ce qui convient pour fabriquer une poignée normale.
Quatrième étape: meulage et ébauche







Comme il serait plus pratique d'utiliser une pièce à côtés égaux sur un tour, l'auteur a décidé de la couper en forme carrée. Une machine circulaire a été utilisée pour aligner la forme de la pièce. Après cela, la pièce a été fixée dans le mandrin de tour et par la suite tournée vers une forme cylindrique.
Après le meulage, plusieurs petites cavités ont été trouvées à l'intérieur de la pièce. Ces cavités sont assez faciles à réparer à l'aide d'un sèche-cheveux et de particules de copeaux de plastique. Les copeaux doivent être chauffés au four sur une feuille de parchemin à une température de 165 degrés pendant plusieurs minutes. Ensuite, la zone à problème de la pièce est chauffée avec un sèche-cheveux de construction et les cavités sont remplies de plastique préchauffé dans le four.
Pour un meilleur effet, vous devez chauffer uniformément la pièce et utiliser une spatule pour pousser les copeaux de plastique plus profondément dans la cavité de la pièce. En remplissant tous les vides de copeaux et en laissant la pièce fraîche pendant encore quelques heures, vous obtiendrez une excellente pièce pour la poignée, qui sera exempte de défauts sous forme de cavités.
Cinquième étape: finition de l'usinage et du ponçage


Après avoir attendu le temps nécessaire au refroidissement complet de la pièce, vous pouvez procéder au traitement suivant. Pour que la poignée ne raye pas, vous devez donner à la pièce une forme lisse. Pour cela, l'auteur a décidé d'utiliser du papier de verre humide. Selon l'auteur, le traitement du plastique HDPE n'est pas très différent du traitement des pièces en acrylique. Pour le traitement, du papier de verre avec des grains jusqu'à 12 000 a été utilisé, ainsi que des tampons MicroMesh. Étant donné que le HDPE est assez glissant, un ponçage avec un tel grain sera le plus optimal et le plus pratique.
Étape six: Fixez un outil ou un accessoire sans colle



Après avoir reçu la poignée, il y a eu un problème de fixation sur la cuillère, car le plastique utilisé est difficile à coller fermement. Par conséquent, il a été décidé de fixer la poignée d'une manière plutôt inhabituelle. Pour commencer, un trou d'un diamètre de 8 mm a été percé à la place de la fixation du manche avec une cuillère. Ensuite, à l'aide d'une torche au propane, le fil de la cuillère a été chauffé. La poignée au point d'attache a de nouveau été chauffée par un sèche-cheveux de construction.
Il est important de ne pas oublier les mesures de sécurité et tous les travaux avec des pièces chaudes doivent être effectués avec des gants de protection.
Lorsque les deux pièces sont à une température appropriée, il vous suffit de prendre et de visser la cuillère directement dans le trou de la poignée. Une telle fixation après refroidissement des pièces sera assez solide malgré le fait qu'il n'y ait pas de pièces ou matériaux supplémentaires impliqués. Par conséquent, cette méthode, selon l'auteur, est la plus acceptable et la plus pratique.
Étape sept: Étape finale



Après que la cuillère a été vissée dans une poignée en plastique, l'auteur l'a retirée de la machine et l'a de nouveau poncée manuellement. Ainsi, une belle cuillère confortable faite de bouteilles en plastique recyclé a été obtenue.
