


Le tournage appartient à la catégorie de ceux qui nécessitent pour eux-mêmes le plus petit nombre d'outils. En effet, après avoir acquis plusieurs incisives de base, vous pouvez faire beaucoup de travail. La poursuite de l'expansion du «parc» d'outils permet, en général, d'augmenter la commodité et la rapidité du travail. Bien sûr, il existe plusieurs incisives, cartouches, centres arrière hautement spécialisés, difficiles à gérer sans, dans leur domaine d'activité. Mais ces œuvres sont parfois assez exotiques, et de tels produits, tels que tourner des choses avec un centre de rotation décalé, ne présentent pas d'intérêt pour tout le monde et ressemblent plus à une expérience amusante qu'à un exemple de beauté. Eh bien, ou comme une sorte de démonstration de compétence. Ainsi que des produits ultra-grands et ultra-petits. Super mince et extra long. Tout cela touche l'esprit, mais pas l'âme.
Tourneurs pour le travail du bois, les artisans le font souvent eux-mêmes - en partie en raison de la relative simplicité du processus, dont un tiers est un travail du bois proche et indigène, en partie en raison du coût élevé des bonnes fraises finies. Lors de la conception d'un tel outil, il est très important d'acquérir une pièce de fer appropriée - une forme, une nuance d'acier. Et ici, les anciens fichiers défaillants fonctionnent assez bien. Pour le métal.
Le fichier du fichier a de l'acier qui n'est pas mauvais pour nos fins, un bon durcissement en usine, il vous suffit de choisir des pièces plus anciennes comme pièces. Actuellement, seule la surface est durcie. Évitez soigneusement la surchauffe, après avoir coupé la pièce de la forme souhaitée, vous devez l'aiguiser et fournir une poignée pratique, c'est tout. Dans ce cas, toute une couche de traitement thermique complexe est omise.
Ainsi, un grand nombre de formes de couteaux et d'inserts de coupe pour supports spéciaux peuvent être fabriqués à partir d'anciens fichiers.
Ce qui est nécessaire pour le travail.
Des outils
Ensemble de ferronnerie, outil de marquage. Une meuleuse d'angle est meilleure qu'une petite - il est beaucoup plus pratique pour elle d'effectuer des travaux petits et plus ou moins précis. Les meules abrasives pour elle sont épaisses «propres» et fines pour la coupe. Clairement - des écouteurs et des lunettes de protection. Une rallonge est utile. Grand étau d'établi. Quelque chose, pour arroser la pièce avec de l'eau, il est pratique de faire un "flacon pulvérisateur" à partir d'une bouteille en plastique souple en faisant fondre plusieurs petits trous dans le bouchon avec un fil chaud. Marqueur sans alcool, lavable à l'eau pour le marquage.Outil d'affûtage - affûteur électrique, meule abrasive.
Matériaux
En fait, la lime elle-même, d'une taille et d'un profil appropriés, la poignée finie ou les matériaux pour sa fabrication - un bloc de pièce, un morceau d'un tube à paroi mince de diamètre approprié. LMB, brosse.
Donc, tout d'abord, nous déterminons la forme de la fraise et sélectionnons une pièce à usiner appropriée, comme déjà mentionné, plus ancienne - maintenant, dans la fabrication du trempe différemment. Ci-dessous, la fabrication d'un outil assez puissant pour le tournage de face est montrée, cependant, dans certains endroits, il est pratique de l'utiliser pour le tournage conventionnel, dans les centres.
Après avoir sélectionné le fichier, il est préférable de broyer sa surface et de voir les incisives «paresseuses», avec une encoche - pas trop agréable et pas particulièrement agréable à tenir avec vos mains. Et étant donné que lorsque vous tournez avec une fraise finie, vous devez toujours tenir le morceau de fer avec votre seule main (nue, gantée, dangereuse), il vaut mieux s'en débarrasser. Il est préférable de tourner avec une meuleuse d'angle, en la tournant «par vous-même», un peu comme travailler avec des meules abrasives avec du Velcro ou des pétales. Dans le même temps, il est pratique de fixer la pièce avec une petite pince, en la réarrangeant périodiquement. Le disque est en corindon épais, pour le décapage. La principale caractéristique est d'empêcher la surchauffe et la trempe du métal de la pièce, sinon, le durcissement en usine du chien sous la queue. Meuleuse d'angle, un outil rotatif et brûler à travers elle un morceau de fer, aussi facile que de peler des poires. Ici, vous devez vous pré-syntoniser pour une longue agitation. Littéralement quelques mouvements avec l'outil et l'arrosage, plusieurs mouvements et l'arrosage. Et ainsi de suite à la bonne condition. La surchauffe peut être déterminée visuellement par les couleurs de la décoloration - la première sera brunâtre. Mais c'est un accident. Le temps de traitement doit être plus court, plus l'outil est proche du bord ou des parties minces de la pièce. Cela ne fait pas mal, touchez parfois le morceau de fer traité avec votre doigt - vérifiez si notre arrosage résiste à une chaleur excessive, si vous ne tenez pas la main, nous allons boire du thé avec des chocolats - nous l'avons mérité. Si la pièce n'est pas chaude, la commande peut toujours être affûtée.

Après avoir broyé les clous de girofle, sur une surface lisse nous faisons le marquage de la pièce de fer. Stylo feutre alcool, parfait. Nous tenons compte du fait que la fraise est progressivement raccourcie lors de l'affûtage périodique, mais un morceau de fer trop long rendra les mains du tourneur dans une position inconfortable lors du travail, et la «répartition du poids» de la fraise, surtout une grande, sera désagréable.

Lors de la coupe d'une fraise, il est pratique d'utiliser un grand étau. Nous remplaçons le disque par un mince amovible, nous avons utilisé des disques de 1 mm d'épaisseur. Lors de la coupe, tout ce qui est dit sur les couleurs de surchauffe et de décoloration reste valable. Nous surveillons attentivement cette affaire - plus il sera décevant de jeter un morceau de fer presque fini.

Le morceau de fer est découpé si nécessaire, arrondit les arêtes vives, rectifie les défauts. Commandez. La chose la plus morne a été faite, la poignée et l'affûtage sont restés.
La poignée des outils de tournage est particulière et, surtout, assez longue - pour la sécurité, eh bien, elle est généralement pratique. Il en existe plusieurs formes, jetons un œil à ce que fait Robert Sorby - la locomotive dans la fabrication d'outils de coupe pour les menuisiers.
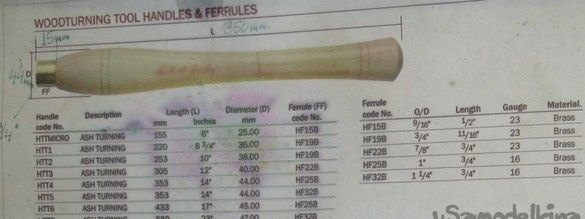
Ici, il a trouvé une petite assiette avec un assortiment de tailles de stylos, vous pouvez choisir le bon. Le manche est en bois - magnifiquement fabriqué en bois d'arbre fruitier, simplement et à moindre coût à partir de billes de bouleau sans nœuds. Ils recommandent de fabriquer des stylos en érable - cela «remplit» moins les mains, cependant, ici, vous n'aurez pas besoin d'appliquer une force importante à l'instrument.
Nous avons donc décidé de la taille, ramassé un morceau de bois, tourné. Le tournage est simple, "au centre", sans fioritures.
Les anneaux décoratifs, si vous le souhaitez, peuvent être appliqués avec du fil de fer. Un outil simple est fabriqué - un petit morceau de fil, aux extrémités duquel des poignées sont fixées - des bâtons courts.Le fil est tiré à la main et appuyé contre la partie tournante au bon endroit. Pour éviter que le fil ne «frotte» la pièce, notamment sur les «descentes», une petite rainure est réalisée avec un jambage. Après un certain temps, le fil à la place du frottement chauffe et cautérise l'arbre, tout en "mangeant" la rainure. La décoration peut être écorchée, une trace carbonisée reste dans la rainure.
Après le ponçage, le manche a été verni. Sur ce compte, il existe différentes opinions, choisissez un tourneur. L'anneau en métal était fait d'un tube d'acier à paroi mince - une poignée d'une vadrouille cassée avec un levier pour presser un chiffon éponge. L'acier est plutôt mince, mais l'anneau ici est plus probablement décoratif - je préfère coller le morceau de fer plutôt que de l'enfoncer. Lokomotiv-Robert, glandes marquées, ses anneaux sont en bronze. C'est certainement plus beau.
À la fin de la poignée, j'ai percé un trou profond avec un long foret d'un diamètre approprié, puis, à la moitié de la profondeur, je l'ai percé avec un foret plus épais, nous nous assurons que la tige du morceau de fer pénètre dans ce trou avec un certain effort. Le volume requis de colle époxy est en cours de préparation. Il est très pratique d'utiliser des plateaux de bonbons "en boîte". Un "siège" est coupé avec des ciseaux, les composants de la colle y sont mélangés. Après, la petite poubelle est jetée sans regrets. Un long bâton lubrifie les parois du trou et la tige du morceau de fer. Nous collons la poignée, retirons l'excédent de colle qui est sorti ou ajoutons avec un bâton lorsque le trou n'est pas complètement rempli. Un cutter avec un morceau de fer collé est installé verticalement, de préférence dans un endroit chaud - la polymérisation de la colle se produira plus rapidement, sa résistance augmentera. Un plateau avec les restes de colle et un bâton, jusqu'à ce que nous le jetions - c'est un échantillon de contrôle, il est pratique de l'utiliser pour juger de la «saisie» de colle sans déranger notre cutter.

Après durcissement complet de la colle époxy, il ne reste plus qu'à affûter le cutter. Ici, des options sont également possibles, par exemple, un angle de sommet différent, un angle de tranchant. Ce dernier ne doit pas être rendu trop tranchant, sinon la fraise creusera trop loin dans la pièce, elle sera difficile à contrôler. Le tranchant s'émoussera rapidement. L'angle de sommet, pour une utilisation universelle, est pratique pour faire moins de 90 degrés.
La formation initiale de l'arête de coupe se fait mieux sur un affûteur électrique, sans oublier le refroidissement, le réglage fin à petite vitesse meule abrasive. Cerise sur un gâteau - polir une lame sur une surface en cuir avec de la pâte GOI.