


Il y a quelque temps, le câblage et la fabrication d'une carte de circuit imprimé pour votre appareil étaient une compétence obligatoire de presque tous les radio-amateurs. D'une part, il n'y a nulle part où aller - personne ne le fera pour vous et, d'autre part, un processus implique une bonne quantité de connaissances et de compétences pratiques qui ne seront pas superflues. Et rappelez-vous comment ces cartes de circuits imprimés ont peint ... Où il y avait de l'encre sur papier calque, qui a tourmenté plus d'une génération d'étudiants dans les universités des domaines techniques.
En effet, il existe plusieurs méthodes pour fabriquer une carte de circuit imprimé, si nous parlons de la dissolution chimique de sections de cuivre non protégées sur du plastique laminé, alors historiquement, la première était une méthode de dessin manuel - un stylo à dessin vulgaire, souvent un verre spécial. On a également utilisé des capillaires en plastique tirés d'une ampoule remplaçable à paroi épaisse d'un stylo à bille ou, mieux, en métal à partir d'aiguilles de seringues médicales. Il y avait un certain nombre de techniques spéciales liées au dessin à l'encre, vous permettant de dessiner des pistes uniformes, des règles spéciales avec des jambes ou un bord surélevé, afin de ne pas salir les pistes. Recettes autour des mains pour des compositions faciles à dessiner - ne séchant pas dans l'aiguille et non maculées.
Lorsque les ordinateurs personnels ont cessé d'être exotiques, il s'est avéré que, avec les jeux, il y avait un certain nombre de programmes très utiles et assez complexes - les soi-disant "CAD" (systèmes de conception assistée par ordinateur), parmi eux il y avait aussi ceux orientés vers nos affaires de radio amateur, en particulier électronique l’industrie dans son ensemble. Au tout début, à l'époque des «286» et des «386», lorsque «la grenouille A saute plus loin que la grenouille B», je me souviens qu'il y avait des programmes simples qui permettaient néanmoins de simplifier considérablement le travail de «traçage» des planches - devant eux, ils peignaient sur du papier millimétré ou simplement sur un morceau de papier dans une boîte.De plus, il était possible d'imprimer le dessin fini à une échelle de 1: 1 (il n'y avait toujours pas assez de cartouches sur une imprimante à matrice de copie carbone) et de le fixer avec du ruban adhésif sur le blanc en fibre de verre, de teinter les centres des futurs trous sur l'impression - en conséquence, les trous sur la carte étaient beaucoup plus réguliers et plus précisément, ce qui était très important pour les microcircuits. Tout de même, les chemins ont été tracés à la main, tout de même avec un marqueur d'itinéraire.
Un peu plus tard, les imprimantes matricielles tombèrent dans l'oubli et furent remplacées par des imprimantes laser et à jet d'encre. Je soupçonne que depuis le tout début de dessiner des cartes de circuits imprimés sur un ordinateur, les amateurs ont été tourmentés par la question - comment pourrais-je transférer cette beauté comme ça, à partir de l'écran, sinon elle est douloureusement sortie "là" et maladroite "ici", quelque chose avec cela devait être fait. Lorsque les imprimantes laser, le «miracle de la technologie hostile», sont apparues, relativement parlant, non seulement chez les doyens, mais aussi dans les départements et les gens ont compris ce qui se passait, la technologie est née avec le transfert de toner fondu, un fer, connu sous le nom de «LUT» (repassage au laser) ) Eh bien, les produits chimiques spécialisés se sont rapidement relevés.
Ces derniers, vous permettent d'organiser un moyen très simple, chez vous, un processus similaire à l'industriel et d'obtenir une très bonne qualité des produits finis. Oui, en tant qu'appareil pour imprimer des masques photo, il est autorisé et encore plus, il est directement recommandé qu'une imprimante à jet d'encre - contrairement à un laser, ne chauffe pas le papier et le film lors de l'impression, et l'impression correspond très précisément aux tailles spécifiées. Eh bien, le masque photo se révèle plus «dense» - c'est-à-dire noir, à la lumière, il est noir, pas gris.
Nous allons donc examiner en détail l'ensemble du processus.
Ce qui était nécessaire pour lui.
Des outils
Nécessite l'accès à un ordinateur avec une imprimante, un petit outil d'établi, des conteneurs de la taille appropriée pour le développement et la gravure. Vous aurez certainement besoin d'une lampe UV. Brosse douce.
Matériaux
Film transparent pour l'impression sur le type d'imprimante auquel vous avez accès, vernis-photorésist, produits chimiques pour le développement (NaOH, "Mole"), pour la gravure (éventuellement chlorure ferrique, sulfate de cuivre avec sel, acide citrique avec peroxyde d'hydrogène) , en fait, la pièce elle-même.

J'ai obtenu un tel vernis photorésistant dans un emballage aérosol. «Positif» est en ce sens que lors de l'impression d'un photomasque, il n'est pas nécessaire de traduire l'image en négatif - tout ce qui est noir sur le modèle sera verni de la solution de gravure et restera sous la forme de renflements sur le blanc.
La première chose que nous faisons est de couper la pièce. S'il s'agit d'un morceau de fer, alors tout est clair, s'il s'agit de plastique laminé avec une couche de papier d'aluminium, alors vous devez prendre soin d'un outil simple qui permet de faciliter grandement le processus.

Le couteau est constitué d'une lame de scie à métaux cassée, la dent est sciée avec un "grinder", une poignée est nécessaire, mais cela ne vaut pas la peine d'être esthétisé - l'outil n'est pas trop durable, la "griffe" doit être régulièrement mise à jour - la fibre de verre est un matériau abrasif.
Le blanc doit être coupé avec une «tolérance» - dix millimètres de chaque côté s'avèrent inadaptés à une impression de qualité.
Après avoir coupé la pièce, elle est soigneusement poncée plusieurs fois avec du papier émeri fin, en alternant entre les directions de meulage. La surface de la pièce doit être plate, mate. Vous ne pouvez pas toucher la surface préparée avec vos mains - les taches graisseuses ne permettront pas au vernis de coller fermement. Il est préférable, même avant le meulage, de mettre sur la main gauche un gant propre et de ne tenir la pièce qu'à lui.
Après le meulage, un vernis est appliqué sur la surface préparée. Couche mince (une erreur courante est de verser plus gros, la couche doit être légèrement visible et uniquement). Il est préférable d'incliner la pièce de façon à ce que l'excès de vernis liquide s'écoule. Il est clair dans un endroit ventilé ou dans la rue et dans un éclairage tamisé, afin de ne pas s'allumer immédiatement. Après avoir égoutté l'excédent, la pièce est placée horizontalement dans une boîte de séchage opaque préalablement préparée.
Séchage Il existe deux options - «naturelle» - au moins une journée, à température ambiante et «forcée» - dans un four à 75 degrés Celsius, un quart d'heure.Dans ce cas, l'armoire de séchage doit être équipée d'un contrôleur PID, sinon un «écoulement» important de température ne peut être évité et la pièce à travailler sera très probablement endommagée. En usine, ils n'aiment pas sécher à température ambiante - pendant longtemps, il y a un risque élevé d'attraper des particules de poussière sur la surface collante. Nous sommes pressés, comme s'il n'y avait nulle part.
Pendant que la pièce sèche, imprimez un modèle photo. Sur un film transparent conçu pour l'impression sur notre type d'imprimante. À partir du programme où le dessin a été développé. La qualité d'impression doit être réglée au maximum. En principe, un passage suffit, mais de petites «plaies» sont visibles sur le grand champ du produit fini. Pour les minimiser, vous devez prendre l'intervalle d'exposition le plus petit possible et le compter très précisément, de préférence au chronomètre.
Un masque photo plus dense qui permet plus de libertés peut être imprimé deux fois au même endroit si le mécanisme de notre imprimante avale les feuilles exactement de la même manière. Sinon, il est préférable de faire deux copies et de les poser les unes sur les autres avec des morceaux de ruban adhésif. Jetez un oeil à cela.
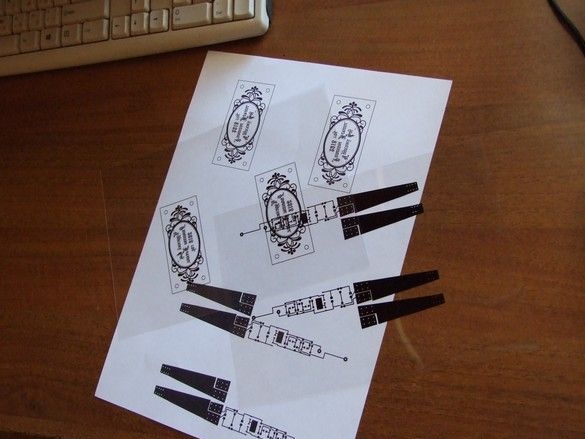
Deux masques photo identiques sont imprimés. Miroir Les deux. Afin de les fixer à la pièce avec le côté encre - une mesure qui affecte positivement la résolution de la future impression.
Les motifs imprimés sont coupés avec des ciseaux, et l'une des copies, il est préférable de faire un peu moins que la seconde - il sera plus pratique de le fixer avec du ruban adhésif. Quatre morceaux de ruban étroit de quelques centimètres de long sont découpés à l'avance et collés au bord du bureau.

Un modèle avec de grandes marges est placé sur une feuille de papier blanc, avec une couche d'encre sur le papier. Un modèle avec des champs plus petits est placé en haut et en le déplaçant, nous combinons précisément le dessin. Sur un fond blanc une feuille de papier, cela est très pratique. En tenant le gabarit supérieur d'une main, nous fixons ses bords avec les morceaux de ruban adhésif préparés. Commandez.

Avec un masque photo monocouche, sur fond de neige à l'extérieur de la fenêtre, on peut voir qu'il brille un peu.
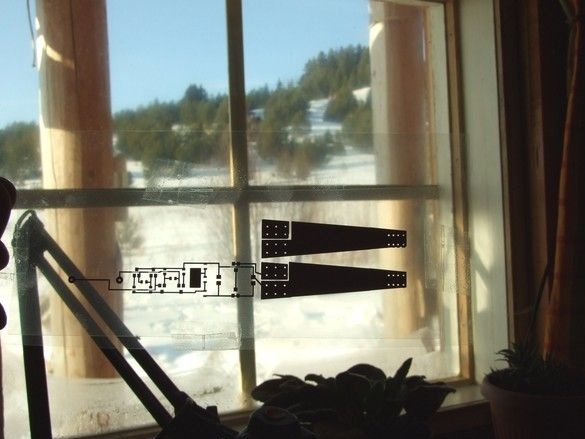
Avec deux couches, la couleur noire, sur fond de la même neige, reste noire.
Après séchage de la pièce, sortez-la sous un mauvais éclairage, inspectez. La surface doit être transparente, brillante, laquée, légèrement violette. Très probablement, de petites taches se sont formées sur les bords, mais il y avait une marge pour cela. La moindre matité du film indique que le revêtement n'est pas adapté à de nouvelles évolutions. Vous pouvez rincer une telle acétone, sans regret, seul le temps sera économisé.
Exposition. Notre vernis est sensible à la lumière ultraviolette (UV). La source de lumière UV la plus pratique est peut-être une lampe à économie d'énergie. Il suffit de la visser dans n'importe quelle lampe de table avec une base adaptée et "l'irradiateur" est prêt.

Une telle lampe parvient à exposer des pièces jusqu'à 200 mm de long. En une seule séance, si vous faites cuire pour en allumer une plus longue, vous pouvez utiliser une astuce militaire - exposer en plusieurs parties, en fermant la finition avec une plaque opaque.
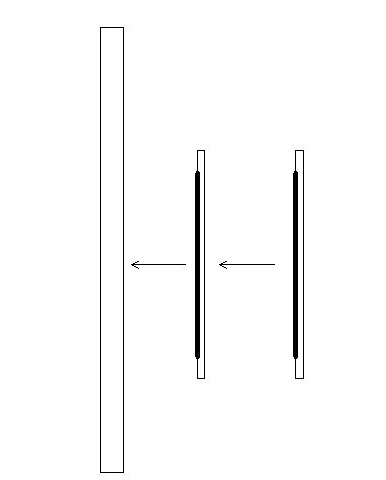
Exposition. Le flan est placé sur une surface plane, au-dessus du côté correspondant du photomasque et tout cela est pressé par du verre. Il est pratique de couper deux verres identiques et de placer un blanc avec un modèle photo entre eux. Les bords des lunettes peuvent être temporairement fixés avec des clips de bureau.

Mais les meilleurs résultats sont obtenus avec un "coussin" élastique transparent. Dans la plupart des cas, sur de petites pièces, il est pratique d'utiliser un sac scellé avec une fermeture éclair.
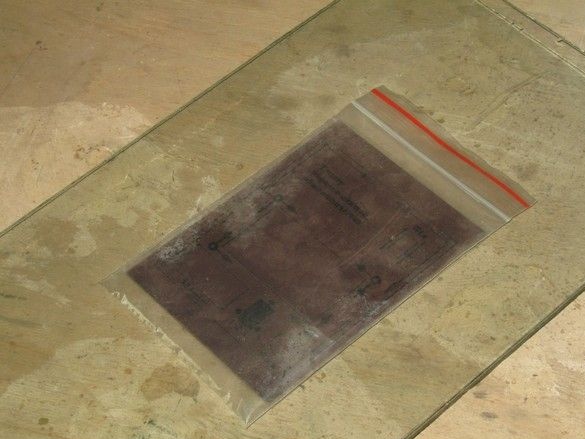
Nous le gonflons un peu et fermons l'attache. Donc, pour obtenir une sorte de "matelas". Il est posé entre le verre supérieur et le photomasque. L'essence de son application est un clip serré uniforme du photomasque sur la pièce. Il existe encore une méthode de pressage par le vide, mais beaucoup plus simple. Lorsque la taille du sac avec le fermoir n'est pas suffisante, vous pouvez souder vous-même un tel matelas à partir d'un sac ordinaire ou simplement de polyéthylène.

Une bande de papier est placée sur le lieu à souder et une pointe de fer à souder chauffée est tendue dessus. La vitesse et la température doivent être sélectionnées à l'avance. Un fer à souder est souhaitable moyenne ~ 40 watts, pointe de contrôle de puissance et de température.

Le temps d'exposition doit être sélectionné à l'avance par une simple expérience - un vernis photo est appliqué sur le blanc et un modèle est imprimé - 10min, 9min, 8min, 7min ... Ensuite, un blanc avec un tel masque photo "temporaire" est placé sous la lampe UV, sur laquelle tout sauf 10min est couvert, eh bien, disons - un morceau d'étain. Après une minute, nous déplaçons la plaque, exposant l'inscription «9min», puis, après une autre minute, nous leur ajoutons «8min» et ainsi de suite. Ensuite, après avoir développé, nous examinons le résultat et écrivons dans le classeur et sur la boîte avec la lampe UV, la période de temps pendant laquelle les impressions les plus claires sont obtenues.

Il ne faut pas oublier que les conditions d'exposition doivent être complètement répétées - la même lampe, la même distance à la pièce, le même verre. Autre point important - comme toutes les lampes fluorescentes (à économie d'énergie), nos UV passent en douceur au mode de fonctionnement. Autrement dit, vous devez allumer la lampe, attendre quelques minutes, puis piquer un blanc avec un modèle photo en dessous. C'est certainement dommage - il serait tentant d'utiliser un interrupteur horaire pour l'impression photo, mais des lampes à incandescence y étaient utilisées.
Après exposition, nous remettons la pièce dans une boîte étanche à la lumière, pendant 5 ... 10 min. C'est important.
Après exposition dans l'obscurité - développement.
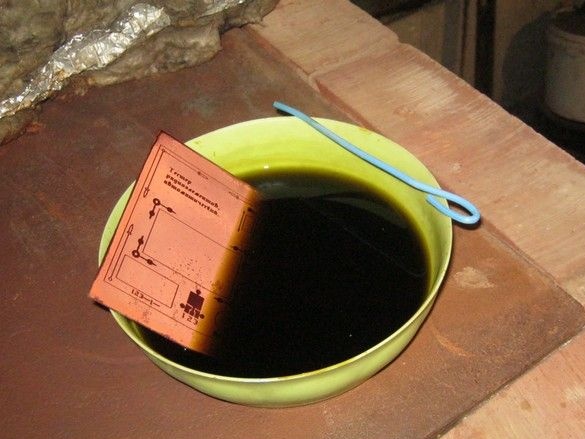
Le développement de mon vernis, réalisé par l'alcali - NaOH, est vendu dans les magasins secs dans les magasins de radio. Il est soluble dans l'eau. Il est possible et encore mieux d'utiliser une solution d'un cure-pipe, tel que «MOLE», qui comprend cet alcali. Premièrement, il est bon marché et abordable, deuxièmement, l'effet d'une telle solution de nettoyage est beaucoup plus doux. Certes, toutes les variantes du «MOLE» n'incluent pas cet alcali. Concentration - 60 ml pour 1 litre d'eau. Un châle ou un morceau de notre morceau de fer est trempé dans une auge appropriée avec une solution alcaline et après quelques minutes, nous ventilons légèrement la surface de la pièce en solution avec une brosse très douce. Les zones de vernis qui se trouvaient sous les zones transparentes du masque devraient commencer à se dissoudre. En fin de compte, il y aura une empreinte claire assez bien marquée.
Nous lavons immédiatement la pièce à travailler dans de l'eau propre et la plaçons dans la solution de décapage.
Il existe plusieurs recettes pour graver le cuivre et ses alliages. Récemment, une recette contenant du peroxyde d'hydrogène et de l'acide citrique semble avoir gagné en popularité. Mesdames, une telle solution - pour ne rien tacher à la maison et acheter des ingrédients dans l'épicerie et la pharmacie habituelles. Sur ce point, ses avantages sont épuisés. Le coût des composants, en termes de volume requis, n'est pas moins cher que le chlorure ferrique. Le dernier est une recette de manuel. Cela fonctionne rapidement, surtout lorsqu'il est chauffé, maintenant il est assez abordable. Il est nécessaire de travailler soigneusement - le tissu et les mains sont très colorés. Et enfin, la recette la moins chère est deux parties de sel de table, une partie de sulfate de cuivre. Ce dernier est vendu dans les quincailleries avec un biais jardin. Avec un bon chauffage, il ne fonctionne pas pire que le chlorure ferrique. Certes, les composés de cuivre sont toxiques - pas «moutarde-sarin-soman», bien sûr, un masque à gaz isolant n'est pas nécessaire, mais se laver les mains après le travail ne fera pas de mal.
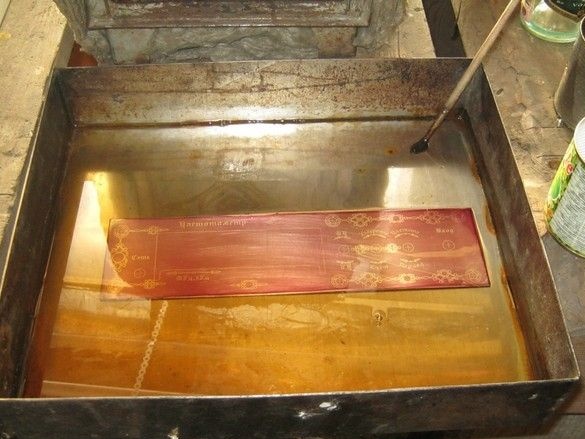
Ainsi, les produits chimiques et les ustensiles sont présélectionnés, la solution est préparée. Nous y plaçons le blanc développé. Oui, s'il s'agit d'un morceau de fer, la face arrière ne doit pas être corrodée par la solution, et la solution elle-même doit être protégée de toute consommation inutile - protégez la surface de l'accès de la solution de gravure, par exemple, le nitro-vernis. Il convient de le faire avant de recouvrir la photo du vernis. Autrement dit, le verso de la billette de notre pièce de fer est recouvert de vernis nitro, sans oublier de recouvrir également les extrémités. Dans quelques couches, l'avantage est qu'il sèche rapidement. Après séchage complet, nous nettoyons la surface de travail avec un papier de verre fin et appliquons un vernis sensible à partir d'une bombe aérosol.
Pendant la gravure, une couche de produits de réaction se forme à la surface de la pièce, ce qui empêche un bon accès à une solution fraîche et la réaction ralentit. Le processus ira beaucoup plus vite lors du lavage des produits, il existe plusieurs méthodes éprouvées - placer la pièce dans la couche de solution à l'envers, par exemple, la fixer sur un flotteur flottant à partir d'un morceau de mousse.Il existe plusieurs façons d'agiter la solution - des mélangeurs magnétiques spéciaux, tels que les mélangeurs chimiques, aux bulles d'air et aux vibrations d'un haut-parleur puissant ou d'un système de haut-parleurs connecté à un amplificateur dans le générateur en mode génération. Bien sûr, le processus se poursuivra comme ça, mais beaucoup plus longtemps, dans ce cas, il vaut la peine de placer la cuvette à proximité et de secouer la solution plus souvent.
En parlant de cuvettes, s'il n'y a pas de récipient de taille appropriée, vous pouvez faire les côtés des blocs et tapisser l'intérieur de polyéthylène. Solutions de travail (décapage et développement), il est pratique de stocker dans des conteneurs rectangulaires en plastique avec un couvercle scellé, sinon ils s'évaporeront.

Les petites pièces peuvent être traitées directement dans des conteneurs, pour cela un treillis avec une poignée en fil de fer isolant est fabriqué à partir d'un morceau d'un collectionneur d'abeilles de propolis.

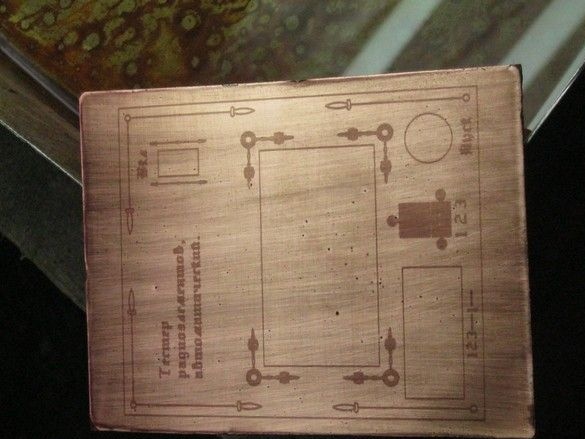
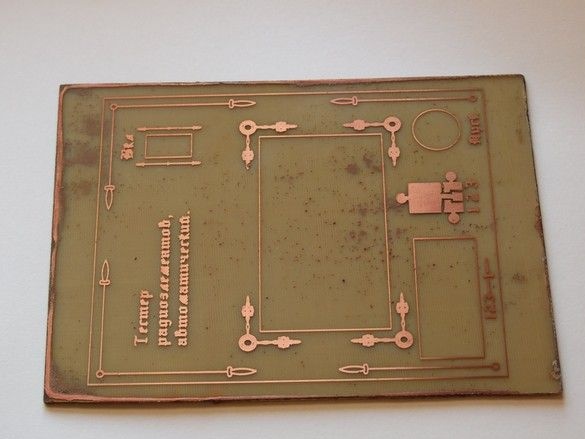
Lorsque la gravure est terminée, le cuivre est complètement dissous dans les sections non protégées de la carte de circuit imprimé, un dessin d'une profondeur suffisante est gravé dans des boîtiers en acier, la pièce est soigneusement lavée à l'eau et séchée. Une couche de vernis protecteur est effacée avec un morceau de chiffon imbibé d'acétone, ou nettoyée mécaniquement avec un chiffon de ponçage de taille moyenne.
Si la pièce est une carte de circuit imprimé, il reste à scier les tolérances, à percer des trous et, si désiré, à l'étain.
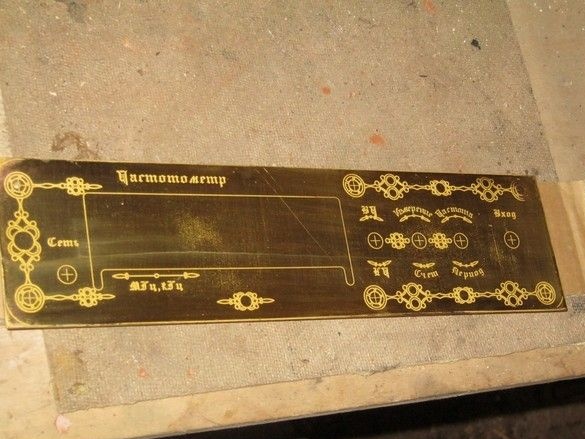
Si la pièce est un morceau de fer (échelle, plaque signalétique, panneau), le dessin gravé est «à montrer» - remplissez les creux avec un fond sombre sur un fond clair. Il est préférable de le faire avec une patine - en appliquant une patine artificielle. La patine est une autre histoire intéressante.
