
Aujourd'hui, je vais vous montrer les bases et parler des connaissances de base qui vous aideront à lancer votre premier produit. Vous verrez également le processus de modelage, de moulage, d'usinage, de forgeage d'anneaux en taille et de noircissement du laiton. Et tout cela dans un seul article.

Le maître a spécialement, dans la mesure du possible, utilisé les matériaux et les moyens les plus accessibles qui peuvent ne pas être tout à fait adaptés, mais néanmoins travailler. Par conséquent, ne vous précipitez pas pour dire qu'il y a de la cire à bijoux pour la modélisation, ce n'est pas ça. Faire le modèle anneaux, l'auteur a pris la bougie la plus ordinaire de la paraffine et la faire fondre avec un brûleur, recueillie dans une boîte de conserve.


Après fusion, il reste liquide très longtemps et plastique pendant le durcissement. En durcissant, la paraffine est encore lâche et cassante. C'est clairement l'un des pires matériaux pour la modélisation, mais encore une fois, c'est une option économique et abordable.
Pour le modèle à anneau, nous avons besoin du boulon M20. Ce verrou est à peu près de la taille des doigts de l'auteur. Le boulon étant froid, lorsqu'il entre en contact avec de la paraffine, il durcit rapidement et y adhère. Ceci est entre nos mains, alors nous trempons le boulon dans la paraffine fondue, et continuons de construire la couche rétrécie.

Après avoir attendu un peu pendant que la paraffine refroidit, nous procédons à la modélisation. Pour ce faire, retirez l'excédent de matériau avec un simple scalpel ou tout autre objet à gratter et à couper.



Mais comment déposerons-nous de la paraffine sur l'anneau alors qu'il est incroyablement fluide et imprévisible? Cela s'est avéré beaucoup plus simple. Ce faisant, le maître a réalisé que la paraffine reste longtemps en plastique et qu'il est possible de la déformer comme de la plasticine. Et c'est arrivé. Il a simplement aveuglé la forme désirée de la bague et a continué. Certes, marcher avec un fer à souder ne ferait pas de mal pour fusionner les frontières aveuglées. Mais le maître a décidé de ne pas le faire. Plus tard, sur les castings, cela apparaîtra sous forme de mariage, mais pas si mal que vous ne pourrez pas porter cette bague.
Nous devons maintenant traiter le modèle bloqué. Le maître a décidé de faire ça sur du papier de verre, mais il ne se souvient pas si c'était quarante ou soixante, mais c'était vraiment très grossier. Et encore une fois, pour une bonne raison. Le fait est qu'un gros grain de papier de verre laisse une marque profonde sur la paraffine et lui donne une texture. Par conséquent, en marchant soigneusement le long de l'avant de l'anneau avec du papier de verre rugueux, nous laisserons la texture résultante pour le moulage.La paraffine pouvant échouer à tout moment, l'artisan a décidé de laisser le travail de finition à la fonte.
Mettez le modèle de côté et préparez les bases pour la fixation du modèle. Le plus simple est de le fabriquer à partir de pâte à modeler. Nous le pétrissons et sculptons un hémisphère dans lequel nous installerons des coulées à l'avenir et à l'avenir cette sphère deviendra une sorte de poche pour faire fondre le métal avant de le verser. Par conséquent, ne rendez pas la sphère trop plate. Il est nécessaire que tout le métal en fusion y rentre. Au moment du casting, vous comprendrez tout et verrez par vous-même à quoi cela ressemble.
En tant que flacon (un mandrin métallique pour verser le sable de moulage), vous pouvez prendre le tuyau métallique le plus ordinaire, par exemple, dans un atelier de plomberie, il devrait y avoir des pièces de taille appropriée.
Nous ferons des sprues à partir de 2 clous. Nous mordons l'excédent avec des pinces et les installons dans notre sphère de pâte à modeler.
Après les avoir installés, nous devons en quelque sorte attacher le modèle de paraffine aux portes métalliques. Pour ce faire, l'auteur a décidé de prendre le brûleur et de chauffer légèrement les ongles, puis d'appuyer l'anneau contre eux. Les ongles chauds feront facilement fondre la paraffine et pénétreront profondément dans le modèle.


Dans cette position, nous devons maintenir la structure de manière fiable jusqu'à ce que les ongles refroidissent. La fiabilité de cette méthode est suffisante pour que la bague ne tombe pas jusqu'au moment du coulage du sable de moulage. Mais l'auteur n'a toujours pas osé tapoter le ballon avec ses doigts après le moulage pour révéler d'éventuelles bulles d'air de gypse. Par conséquent, il était nécessaire de verser du gypse dans un flux très mince afin d'éviter autant que possible la possibilité d'un mariage. Le manque de hâte va se débarrasser de ces bulles.


Et en fait, ça s'est plutôt bien passé.
Lorsque le gypse devient plus fort, vous pouvez nettoyer la forme de l'afflux et séparer l'argile avec des portes.
Vient maintenant le moment le plus crucial - le moment de la calcination de la forme. Dans les instructions pour le matériau de moulage, il y a une carte avec un cycle de calcination de 15 heures. Mais comme cela va à l'encontre de la technologie du genou, il est juste de réduire ce temps à 40 minutes.
C'est mauvais et mauvais, mais toujours possible. L'essentiel ici est de donner d'abord un chauffage doux, de sorte que l'eau du gypse commence à s'évaporer et que la paraffine commence à fondre et à s'écouler en douceur. Le maître a utilisé un brûleur de toit pour cela, car il l'avait. Vous pouvez le faire avec un brûleur domestique, ou vous pouvez commencer avec le four le plus ordinaire, ce sera plus correct. N'oubliez pas de mettre le formulaire avec des portes dans une casserole pour qu'il y ait où égoutter la paraffine.
Versez du métal dans la maison les conditions peuvent être de plusieurs façons: en utilisant des pommes de terre, de l'argile ou tout autre matériau dense contenant de l'humidité. Mais l'auteur ne maîtrise pas cette méthode, il va donc verser du métal à l'aide d'une centrifugeuse manuelle.
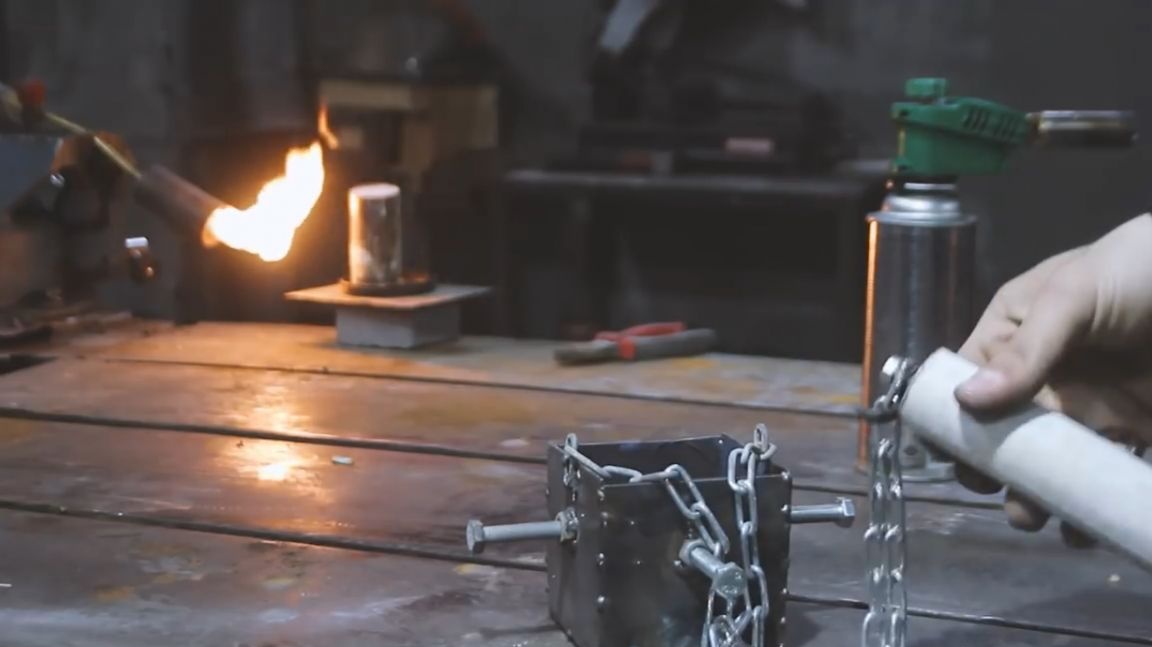


Il ressemble à un verre à quatre boulons (pour une fixation plus fiable du ballon), des chaînes et des poignées en tubes PVC avec des roulements à l'intérieur (pour une torsion continue sans entrave).
L'auteur a cuisiné cette chose lui-même, mais vous pouvez le faire, par exemple, avec une tasse en métal.
Nous chauffons la forme au rouge et nous nous préparons à verser le laiton. En tant que matériau source, vous pouvez prendre des raccords de plomberie en laiton. Ils sont parfaits pour cela. Eh bien, ou si vous êtes plus audacieux, vous pouvez immédiatement verser de l'argent ou même de l'or. Il n'y a pas de limite de métal dans la technologie du genou.


Dans le processus de fusion, il serait bon de saupoudrer la masse fondue de brun. Il peut être acheté dans les magasins de radio.
Le métal a fondu et vous pouvez doucement prendre position tout en continuant à maintenir la température élevée du ballon. Puis, avec un mouvement confiant, nous retirons le brûleur sur le côté et commençons à agiter ce "ruban à mesurer Satan" qui est la puissance.


Le ruban à mesurer de Satan parce qu'une fois l'auteur a maladroitement tiré sur le verre et le métal en fusion répandu sur tout l'atelier.Gardez cela à l'esprit et ne négligez pas les mesures de sécurité et les équipements de protection. Maîtriser la méthode de la pomme de terre est clairement plus sûr.
Nous attendons une minute ou deux et jetons le ballon dans un seau d'eau.

De cette masse est détruite et libère le casting. Eh bien, le casting a été un succès, tout s'est renversé comme il se doit.

Maintenant, nous devons traiter l'anneau. L'auteur n'a pas pris l'exercice, mais a tout nettoyé à l'aide de limes et de papier de verre. Tout est réel, mais la différence ne concerne que le temps et l'intensité de travail des classes.
Après avoir ébauché, l'auteur a décidé d'essayer la bague, mais il s'est avéré qu'elle ne correspond pas tout à fait.

Mais il existe une technologie assez simple pour résoudre ce problème. Comme les parois de l'anneau sont assez épaisses, vous pouvez simplement le dilapider avec une lime. Ou rendez-le plus intéressant. Pour cela, nous prenons le même boulon m20. Comme vous pouvez le voir, après la coulée, l'anneau a légèrement rétréci. Il repose à peine sur un boulon. Nous poussons autant que possible et ramassons le marteau.

Nous commençons à taper sur la zone de la tige de l'anneau. Surtout n'en faites pas trop, le métal se prête parfaitement à l'étirement de cette façon.

Maintenant, la bague repose parfaitement sur le doigt.

A la fin du meulage de la bague, vous pouvez noircir sa partie avant afin de donner une profondeur visuelle à notre relief laissé par un gros grain de papier de verre. Pour cela, nous avons besoin d'une pommade sulfurique en pharmacie. Nous mettons une fine couche sur la surface en laiton, que nous voulons noircir et chauffer l'anneau. Nous chauffons jusqu'à ce que toute la pommade brûle et après cela ne reste pas une surface mate sèche.
Après noircissement, nous polissons à nouveau la bague, mais avec des abrasifs de finition et apprécions le résultat.



Comme indiqué au début, l'anneau s'est parfaitement renversé. Tous les défauts que vous pouvez remarquer ont été obtenus au stade de la modélisation. Par conséquent, dans le bon sens, il est préférable d'utiliser des matériaux plus transformables. Après tout, mieux le modèle sera préparé, moins il devra travailler avec lui après la coulée.
Merci de votre attention. A très bientôt!
Vidéo: