
Aujourd'hui, nous allons transférer dans le lointain Barnaul à l'atelier de bijoux, où Timofey vous montrera le plus en détail possible comment une version spéciale fan de la bague pour la chaîne AlexGyver a été créée.

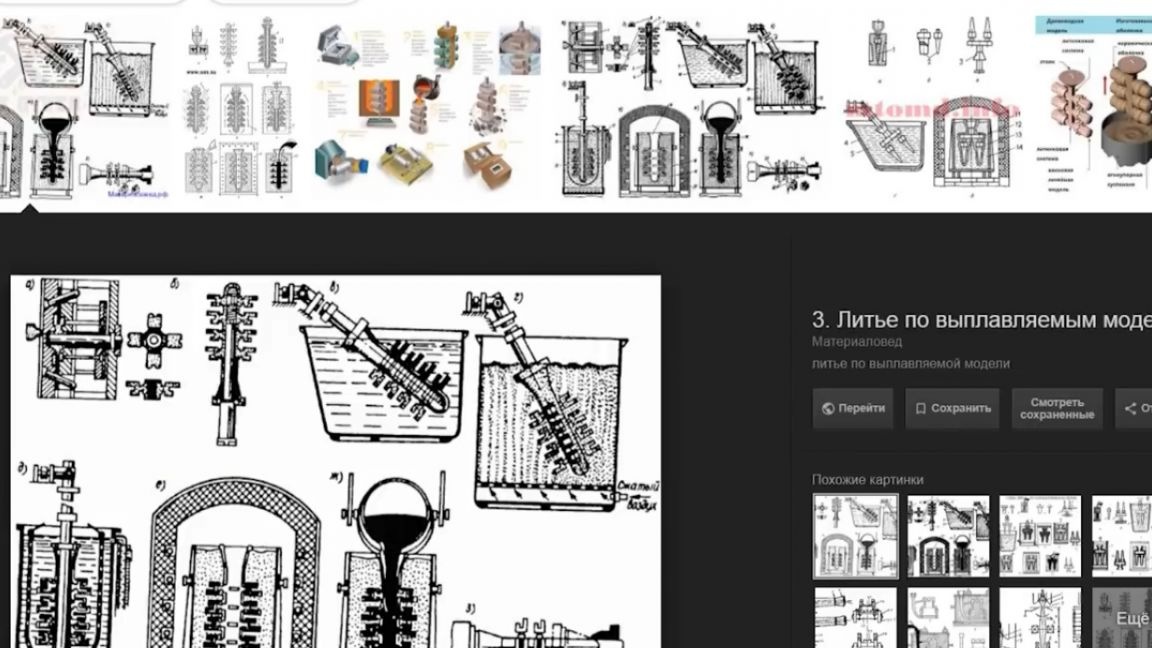
La méthode de fabrication la plus courante dans les bijoux à hauteur du genou est la coulée de cire perdue. En conséquence le modèle d'abord fait de cire, la soi-disant cire, puis le moule en est fait. Pour la fabrication de cires, vous avez acheté de la cire de bijoux achetée pour la modélisation. Il est plus pratique de commencer à travailler avec des morceaux de cire, qui peuvent être fabriqués à partir d'un cercle obtenu en versant de la cire sur une feuille de papier d'aluminium.

La cire avec un fer à souder est appliquée sur un doigt métallique du diamètre requis pour l'anneau. Le doigt est enveloppé dans une feuille pour un retrait plus facile de la cire à l'avenir.
Pour la sculpture sur cire, des incisives sont utilisées, chez Timothy elles sont faites maison. Large et plat pour enlever une grande quantité de matière et créer une forme, une aiguille pour le travail fin et la gravure, et une cuillère-coupe tubulaire pour le travail universel et le dépôt de cire, qui seront présentés plus loin.


La séquence de traitement de la pièce à usiner est la suivante: tout d'abord, retirez l'épaisseur excessive de l'affaissement de cire. Les puces seront utilisées pour une modélisation ultérieure, construisant le modèle là où il sera nécessaire. Et puis commence la sculpture de cire elle-même, le marquage des lettres et le motif. Comme vous le savez, c'est de l'art, et s'il ne vous est pas donné, aucune instruction ne vous sera utile. Le casting et la modélisation est un processus créatif, mais en même temps, à l'ère de la technologie moderne, cette étape peut être ignorée en imprimant des modèles sur une imprimante 3D.



Lorsque le marquage de l'image et des lettres est effectué, les lignes s'approfondissent progressivement et les fragments en excès sont supprimés de l'arrière-plan. Et après un temps indéterminé, le modèle devient similaire à ce que vous pouviez voir sur le doigt de l'auteur de la chaîne AlexGyver. Ensuite, le doigt de fer est retiré, le papier d'aluminium aussi. Ce qui suit est une procédure facultative pour prendre un moule à partir d'un modèle. Le moule vous permet de faire rapidement de la cire et de reproduire le modèle, par exemple, pour les fans. Mais en même temps, même dans la fabrication d'un seul produit, une cire fournit un moule, et afin de ne pas le visser, vous pouvez également faire une impression juste au cas où, c'est ainsi qu'elle sera enregistrée dans le jeu ou le programme.
Le modèle est coulé avec du caoutchouc liquide, par exemple du PentElast-718, qui agit comme un époxy et durcit lorsqu'un catalyseur est ajouté. Le moule pour créer une impression est en pâte à modeler. Pour améliorer le transfert de petites pièces, la cire est également soigneusement enduite de caoutchouc, puis immergée dans le moule. Après durcissement, l'empreinte est nettoyée et tout est démonté, l'empreinte est découpée.



Maintenant, la cire peut être coulée à nouveau dans le moule, la faire fondre directement et la rouler avec un fer à souder. Et vous obtenez un autre modèle, qui nécessite bien sûr un peu de raffinement, mais dans tous les cas, il est des centaines de fois plus rapide que d'en couper un nouveau. Soit dit en passant, une copie obtenue de la distribution sera utilisée pour fabriquer une bague en métal. La préparation du moule commence. Le pochoir est fixé sur des morceaux de fil sur un hémisphère de cire molle ou de pâte à modeler. Plus tard dans le moule, ils deviendront des canaux pour les portes métalliques. Dans le cas de cet anneau, leur diamètre ne doit pas dépasser 1,5 mm. La coulée étant un processus long et énergivore, plusieurs formes sont coulées à la fois et dans plusieurs modèles.



À partir d'un bol de cire fondue, la cire est étalée sur les carottes pour les relier entre elles. Ceci est nécessaire pour assurer le bon écoulement et la cristallisation du métal cuit à la vapeur. Ce qui suit est le processus de mise en forme (ou moulage). L'arbre de fonderie résultant doit être nettoyé de la saleté et de la graisse et fixé dans un tuyau en acier, où il sera rempli de gypse réfractaire. Un tube est un cadre, il s'appelle un flacon.
Les modèles sont lavés dans de la teinture d'aubépine, dans du savon, puis dans de l'eau propre. À l'aide de ruban adhésif, les parois du tuyau s'élèvent. Le plâtre est élevé conformément aux instructions.
Il ne suffit pas de le remplir, vous devez en retirer complètement toutes les bulles, sinon le métal fondu les remplira et le produit sera recouvert d'un tas de petites boules qui ne pourront pas être enlevées partout et l'image sur le modèle sera endommagée.

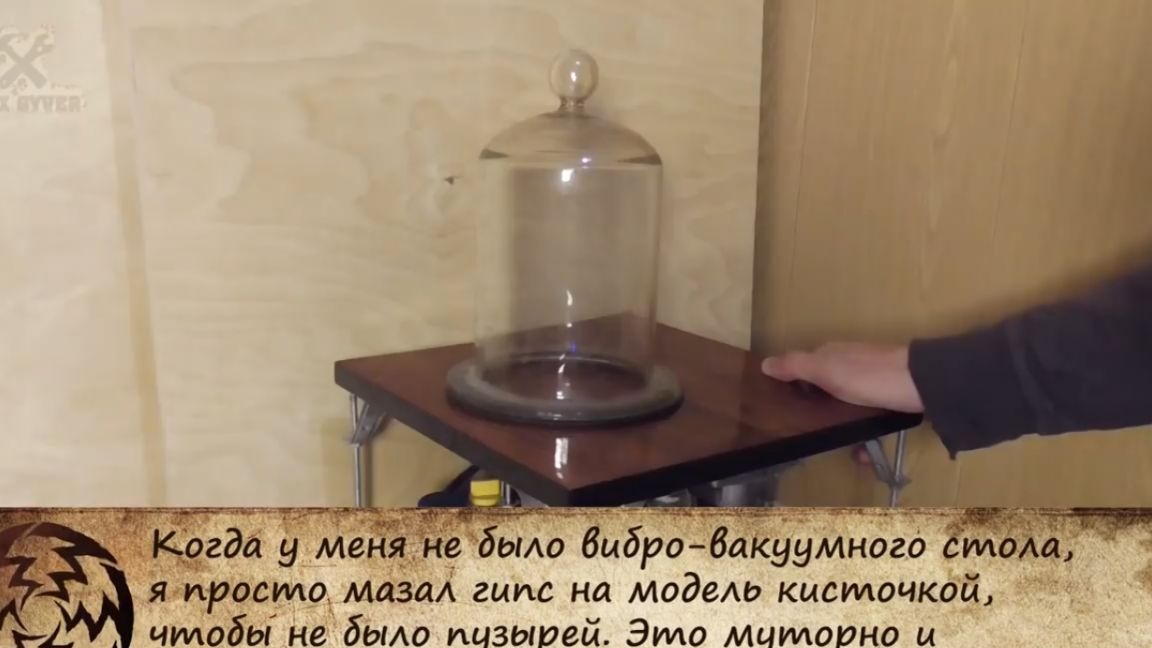
La pompe pompe l'air sous le capot et le plan de travail vibre du moteur avec un excentrique. Ainsi, toutes les bulles sont éliminées et soufflées hors du gypse. Le gypse se mélange dans le temps, car le processus est sévèrement limité. Le plâtre n'est pas seulement de la saleté qui sèche. Lors du pétrissage, il est liquide et se déverse comme le kéfir, mais après 8 à 10 minutes, il durcit, car une réaction chimique s'y produit. Si vous le mélangez davantage dans cet état, il restera généralement de la bouillie pour toujours.
Dans le vide, le gypse commence à bouillir, l'air en sort. D'abord, le lot lui-même est évacué, puis il est versé dans les flacons et aspiré à nouveau. Tout cela doit être fait en 8 minutes. Dans le ballon, le gypse bout et monte à nouveau, et pour cela, nous avons besoin de ruban adhésif. Le flacon est versé vers le haut et le gypse peut commencer à s'écouler. Une heure ou deux après le moulage, le gypse est déjà solide, il peut être traité mécaniquement.
Les flacons sont imprimés, le ruban adhésif est retiré, l'approvisionnement est en pâte à modeler et le fil est retiré. Cela ouvre les coulisses menant au modèle. Les pochoirs ont déjà rempli leur mission, passant leur forme au plâtre. C'est tout, il n'y a pas de retour en arrière, le modèle en cire s'est transformé en flaque de cire, maintenant il faut enlever l'eau des formes, c'est presque un tiers en poids là-bas.
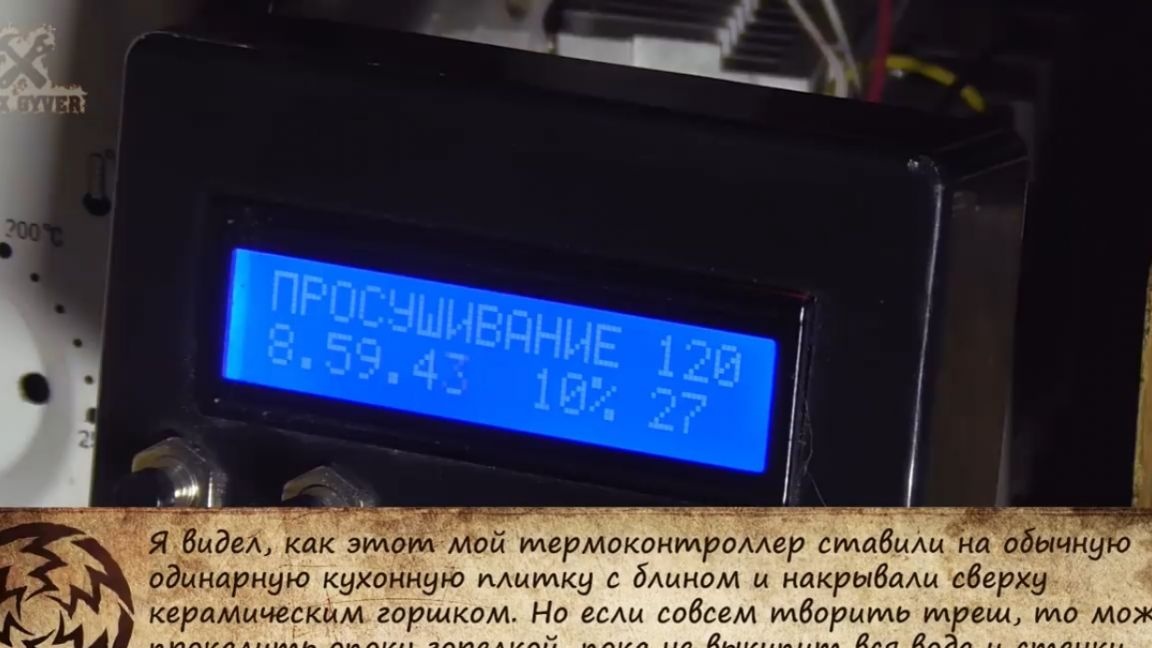
Les formes sont super brutes maintenant, elles doivent non seulement être séchées, mais calcinées pour que toute l'eau sorte du réseau cristallin de gypse. Pour ce faire, le four doit augmenter progressivement la température à 730-750 degrés puis la baisser légèrement avant la coulée. Cela se fait par le régulateur de température. Le calcul sous la supervision d'un régulateur de température prend 9 heures.

La coulée sera réalisée sous pression d'inertie, et le coffrage est fixé dans un dispositif high-tech spécial. Tout débris d'argent est utilisé comme métal et fondu avec un brûleur ordinaire.
De l'acide borique ordinaire (vendu à la pharmacie) est ajouté au métal chaud. Il devient un film d'huile qui recouvre le métal et le protège de l'oxydation, absorbe les scories et nettoie la masse fondue, en général, remplit les mêmes fonctions qu'avec la soudure conventionnelle. Soit dit en passant, l'acide borique produit une flamme verte.


Ensuite, pour la fiabilité, il y a un deuxième flux - c'est le tétraborate de sodium (aka borax), fait tout de la même manière qu'un flux normal devrait le faire.Le métal en fusion est mélangé à un rayon en titane. Soit dit en passant, le métal ne se déverse pas dans les carottes par lui-même, car la force de tension superficielle qui le fait rouler dans une boule de mercure l'empêche de se répandre dans le mince couloir du système de coulée. Pour cela, ils sont minces de sorte qu'il est possible de faire fondre et préparer le métal et seulement après cela de remplir toute la masse à la fois.
Ce qui suit est un processus de moulage par injection dans lequel une force d'inertie obstrue le métal à l'intérieur du moule. Peu importe à quel point cela peut paraître fou, cette méthode est vraiment pratiquée à ce jour, bien que le plus souvent les maîtres préfèrent utiliser des installations de carrousel plus stationnaires. Par exemple, des couronnes dentaires y sont versées et tout le monde est content. Le métal cristallise sous pression - cela lui donne les meilleures caractéristiques. Ensuite, la pièce moulée est retirée et nettoyée du gypse.
Nous nous tournons vers le traitement des pièces moulées. Après avoir mordu ou scié les carottes, la pièce moulée doit être brûlée à chaud pour relâcher la tension dans le métal et nettoyer le moule de la suie. Après chauffage, la coulée est plongée dans une solution d'acide citrique alimentaire ordinaire dans une épicerie et le tout est bouilli avec un brûleur. Lorsque l'acide citrique bout, il agit comme un véritable acide - il se corrode et rince l'excès du métal, l'argent devient blanc.

Nous commençons le traitement avec une perceuse avec une toile d'émeri grossière - 600, et nous nous dirigeons vers une diminution du grain. Un défaut est apparu sur le moulage - il est temps, il doit être scellé avec de la soudure à l'argent. Le produit est placé sur une tuile réfractaire, le lieu de soudure sous feu est recouvert d'une solution du même borax et acide borique. Le fondant fait un revêtement blanc qui, après la fusion, fournit une soudure propre.

Avec une laisse mince en titane (c'est ce qu'on appelle ça), un morceau de soudure en argent avec une teneur en argent de 72% est capturé et mis en place.

Ceci est suivi d'un polissage pour donner à la surface un brillant, puis un noircissement ou une oxydation est effectuée, le processus de vieillissement artificiel dans une solution de foie sulfurique.
Une pincée de poudre fond jusqu'à ce qu'elle éclate, puis elle est remplie d'eau et portée à ébullition. Dans la solution résultante, l'argent noircit en quelques secondes.

La bague est prête. C'est ainsi que le modèle original en cire s'est transformé en une bague en argent brillant.
Merci de votre attention. A très bientôt!
Vidéo: