

Tourmenté en temps voulu avec de petites pièces sans plomb pour le câblage imprimé (SMD) et des transistors à effet de champ les soudant avec un grand fer à souder réseau. Puis il a fabriqué un fer à souder miniature à partir d'une résistance MLT, mais d'une manière ou d'une autre, il n'a pas vécu très longtemps. Et puis j'ai rencontré un fer à souder d'une station de soudage Lukey locale dans un magasin d'électricité local. J'ai déjà rencontré des stations de soudage et leur confort a été apprécié. Par conséquent, l'idée est venue de fabriquer vous-même l'unité de commande.
Quelle est la différence entre une station de soudage et un fer à souder conventionnel, ou même un fer à souder avec régulateur? La station de soudage a un retour. Lorsqu'une piqûre touche une partie massive, la température de la piqûre baisse et la tension à la sortie du thermocouple diminue en conséquence. Cette chute de tension, amplifiée par un amplificateur opérationnel (OA), est analysée et calculée - le circuit fournit plus de puissance au radiateur, élevant la température de la pointe à un niveau défini.
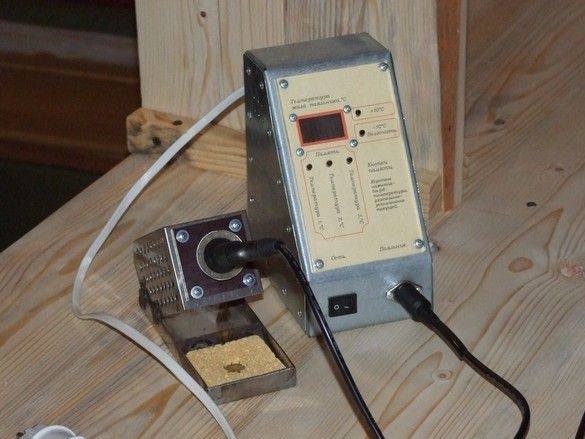
Trouvé un fer à souder basse tension (24V), très pratique, dans votre main se trouve comme un stylo-feutre, une pointe fine, tout le fer du fer à souder est mis à la terre pour drainer l'électricité statique. Le fil est assez mou, en un mot, j'ai bien aimé.
Après avoir fouillé l'immensité, j'ai trouvé de nombreux modèles, analogiques et numériques, choisis les plus appropriés en termes de fonctionnalité et contenant des éléments disponibles. Le choix s'est porté sur la station de soudage numérique sur le microcontrôleur ATmega8 et un indicateur LED à sept segments. Gestion de cinq boutons.
La première étape a été de vider le fer à souder, je me demande comment il est fabriqué à l'intérieur. Sfotkal à l'intérieur, peut-être que quelqu'un vous sera utile.
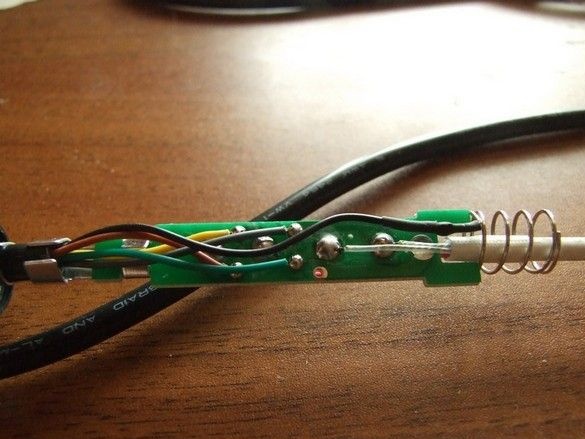
Eh bien, rien, tout semble être culturellement, en même temps j'ai regardé quels fils passaient - le connecteur sur la queue était un peu liquide, un peu comme le pipi des souris et des claviers. Je l'ai remplacé par un DIN à 5 broches, il sera plus fiable, la prise, encore une fois, est plus facile à trouver.

Voici donc ce mouchoir dans la poignée, un ressort pour mettre en contact le "sol" avec les autres pièces du fer à souder, y compris la piqûre (voir plus haut les transistors à effet de champ).

Les glandes ci-dessus.

Le foulard est mis en place, à l'extérieur il n'y a qu'un ressort de contact avec un radiateur en céramique, quelque part à l'intérieur et un thermocouple.

Faites-le une fois!

Faites deux!

Faites trois.

Quatre. Assemblage de fer à souder. Applaudissements.
En fait, le circuit. Fondamental.
Fonctionnellement, le circuit se compose de deux parties - une unité de commande et une unité d'indication.

O Where
R1 - 1M
R2 - 1k
R3 - 10k
R4 - 82k
R5 - 47k
R7, R8 - 10k
Indicateur R -0,5k
C3 - 1000mF / 50v
C2 - 200mF / 10v
C - 0,1 mF
Q1 - IRFZ44
IC4 - 7805
Un signal sonore avec un générateur intégré, se connecte + à la 14e jambe du contrôleur, - à la puissance négative.
Que peut-on:
Température de 50 à 500g, (chauffe jusqu'à 260g environ 30 secondes), deux boutons + 10g et -10g de température, trois boutons mémoire - appui long (jusqu'à clignotement) - mémorisation de la température réglée, bref - réglage de la température depuis la mémoire. Après la mise sous tension, le circuit se met en veille, après avoir appuyé sur le bouton, le dernier réglage de température utilisé est activé. Lorsque vous allumez la température pour la première fois dans la mémoire 250, 300, 350g. La température réglée clignote sur l'indicateur, puis elle s'exécute et la température de piqûre s'allume jusqu'à 1 g en temps réel (après avoir chauffé, elle court parfois 1-2 g devant, puis elle se stabilise et saute parfois de + -1 g). 1 heure après la dernière manipulation des boutons s'endort et se refroidit (protection contre l'oubli, éteindre). Si la température est supérieure à 400g, s'endort au bout de 10 minutes (pour la sécurité de la piqûre). Le bip retentit lorsqu'il est allumé, appuie sur les boutons, écrit dans la mémoire, atteint la température réglée, avertit trois fois avant de s'endormir (double bip) et lors de l'endormissement (cinq bips).
Ce qui est nécessaire.
Matériaux
En plus des éléments radio, il y a un fil de montage, un morceau d'acier galvanisé et de verre organique, de l'acier inoxydable non épais pour le support, du mastic silicone neutre, du matériau en feuille et des produits chimiques pour la fabrication de la carte de circuit imprimé, et les détails connexes.
Des outils
Fer à souder avec accessoires, outil d'installation radio et petite ferronnerie. Ciseaux à métal. Rivets utiles avec pinces spéciales pour leur installation. Quelque chose à percer, y compris des trous sur la carte de circuit imprimé (~ 0,8 mm), peut être créé avec un tournevis - les écharpes sont petites, il y a peu de trous. Graveur avec accessoires. Vous ne pouvez pas vous passer d'un ordinateur avec un logiciel spécial (PonyProg) pour le "firmware" du microcontrôleur. Eh bien, si vous avez accès à l'imprimante. Dans la fabrication du stand, j'ai utilisé un petit onduleur de soudage avec accessoires, mais vous pouvez vous en tirer avec des rouages.
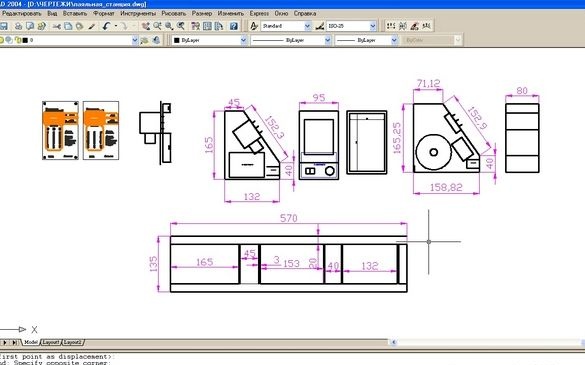
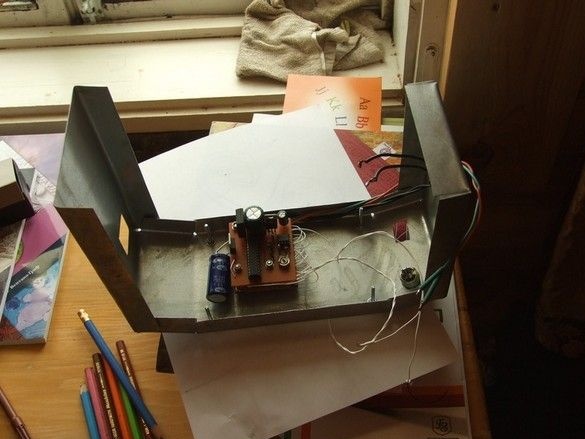
La forme et la disposition des éléments les plus ergonomiques ont été définies dans AutoCAD CAD. J'ai dû bricoler. J'ai regardé l'idée d'un boîtier avec une sorte de pyramide d'un modèle bourgeois coûteux d'une station de soudage. J'ai vraiment aimé ça.
Les planches sont divorcées pour le cas développé dans le programme Sprint Layout. Boutons, indicateur, directement sur la carte. Un transistor à effet de champ de radiateur n'est pas requis.
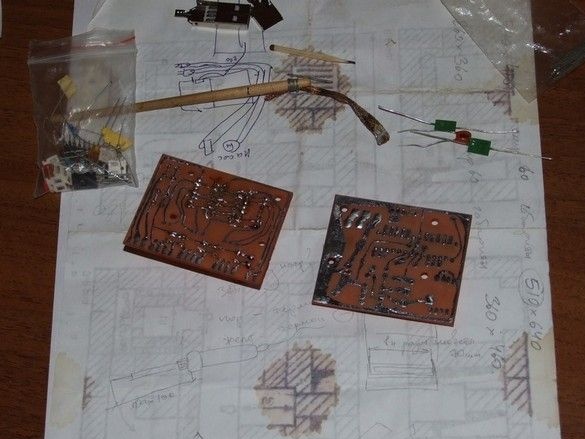
Ci-dessus, le processus d'étamage des pistes de la planche et de l'outil est un morceau de tresse de cuivre enroulé avec un fil mince à la poignée. Après avoir décapé avec une peau fine et appliqué un flux de liquide, la planche est fixée à la table avec une pince, l'extrémité de la tresse avec de la soudure est pressée par un puissant fer à souder sur la planche et traînée le long des chemins. Ils sont uniformément enduits d'une fine couche de soudure sans aiguilles et autres défauts.
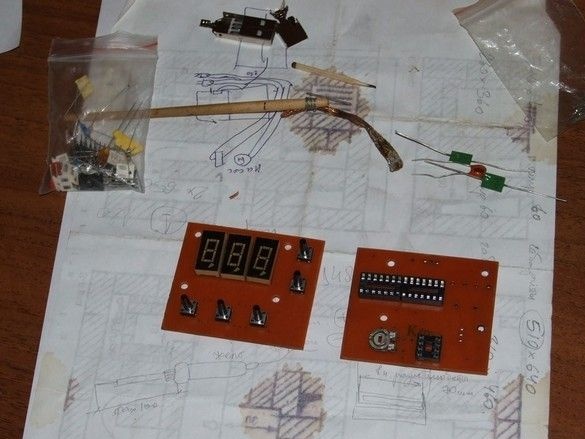
Éléments de réglage. Les puces sont dans des prises, car elles sont bon marché et facilement accessibles. Indicateurs ALS 324.


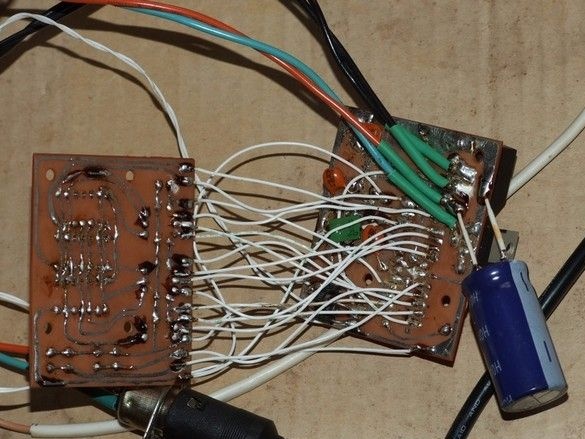
Donc, eh bien, tout est assemblé, le processeur clignote, nous essayons de nous connecter à un thread en direct. Dès la première fois, un peu confondu avec l'indication, après l'élimination tout a fonctionné comme il se doit. Un grand condensateur à l'extérieur de la carte, apparu lors du processus de configuration, il est connecté au pont redresseur et augmente légèrement la tension d'affaissement.
Maintenant, le plus difficile est de le placer dans le boîtier. Des mises en page aux outils.
Le corps est fait d'une toiture en acier galvanisé. Il a dessiné un scan, l'a transféré sur un morceau de fer, l'a découpé avec des ciseaux et l'a plié. Il a découpé des fenêtres rectangulaires avec une petite roue de coupe, un graveur.

Le panneau avant est une version simple et éprouvée d'un panneau imprimé sur du papier épais et du plexiglas sur le dessus. Filtre lumineux sur les indicateurs de deux couches d'une aubergine jetable brune.

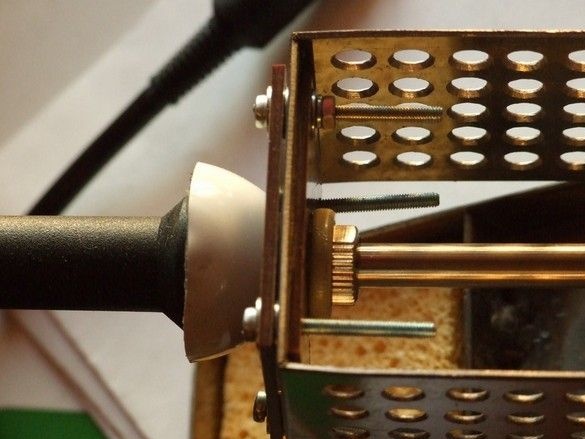
Le transformateur est assez puissant et donc lourd, donc pour le fixer à l'intérieur du boîtier, il fallait construire un tel support. Une plaque de support avec un morceau soudé d'une tige filetée, une rondelle métallique, des joints en caoutchouc, une isolation de filetage - pour que les fils ne se déforment pas, une plaque avec des pétales de contact, pour que les soudures ne soient pas en surpoids.

L'ensemble transformateur est monté dans le boîtier pour les quatre coins de la semelle avec des rivets d'échappement.

L'affaire est en position de combat, faites attention à une installation très serrée - le résultat de l'accumulation dans AutoCAD.

Ici, un autre aspect dans la commodité de l'utilisation d'un fer à souder est un bon support. Cuit à partir d'une épaisse feuille d'acier inoxydable, basée sur l'usine. Le poids s'est avéré tout à fait acceptable, rien ne bouge, ne bascule pas.
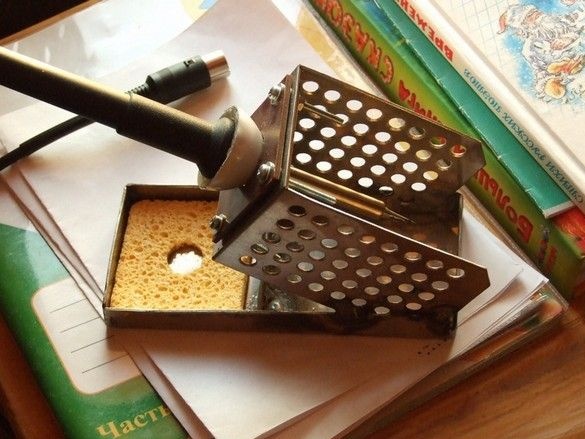
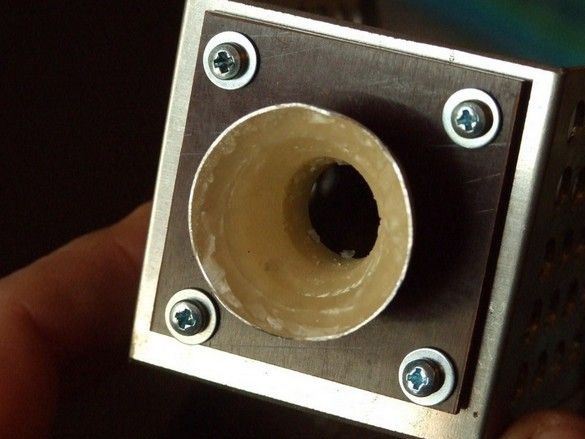
Ensemble de support dans un raccord intermédiaire. La tasse est constituée d'un col coupé d'une boîte en aluminium vide avec un inhalip.
Joint élastique orthopédique en silicone neutre (pour ne pas corroder l'aluminium). Le moulage a été réalisé par le fer à souder lui-même. Son emplacement correspondant était hermétiquement enveloppé d'une pellicule plastique et pressé dans un scellant liquide. Le support en général, et cet appareil en particulier, s'est avéré très pratique. Le joint d'huile est bien serré, vous ne pouvez pas le mettre, mais presque le jeter à la manière de fléchettes, et sans bruit et cliquetis spéciaux. Une visée très précise n'est pas non plus requise.
L'assemblage de la station de soudage, soit dit en passant, sur un bureau fraîchement préparé.
Oui, je devais faire un programmeur pour le contrôleur.
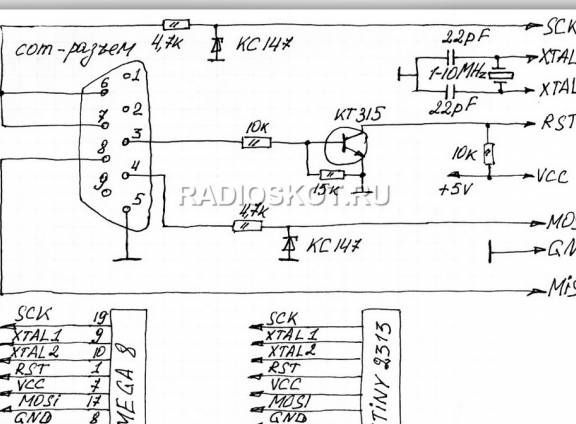
Il n'y avait pas de DB-9 pour le port COM, je devais en sortir un long - j'ai agité le "grinder" et viens-kuma-admirer!
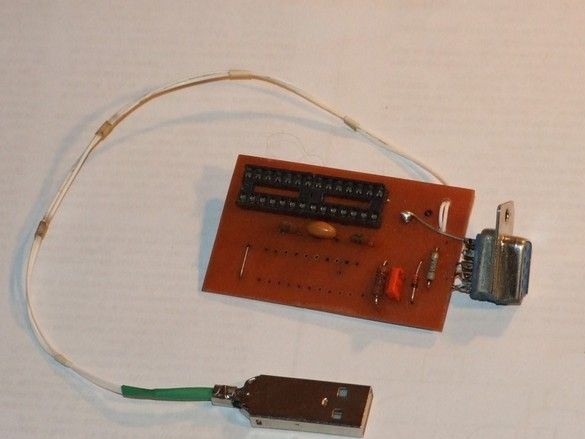
L'USB est pour l'alimentation.

Après plus de deux ans de fonctionnement, aucun défaut significatif n'a été constaté. Les indicateurs ne brillent que faiblement sous un éclairage de travail normal - il y avait des touches trop paresseuses pour mettre des transistors. Mais c'est un inconvénient des indicateurs eux-mêmes. Sans démonter ni doubler quoi que ce soit, il est possible d'ajouter un mélange par le haut, mais ce n'est pas particulièrement nécessaire. Trois températures dans la mémoire (mode veille, mode de travail et pour un plomb ou des pièces plus massives) sont réglées une fois, puis elles n'ont besoin d'être rappelées que nécessaire dans "un tyrk".

Les auteurs du circuit de la station de soudage et du firmware du contrôleur,