


En menuiserie, en artisanat, il y a périodiquement un besoin de bâtons ronds. Ce peuvent être des éléments. artisanatstructures en bois, de meublesépingles, chevilles, flèches pour l'arc enfin.
Comme le manche est le corps de rotation, la première pensée dans le sens de la fabrication sera de le moudre sur un tour, cependant, il est assez difficile d'affûter des pièces longues et minces, des points de support supplémentaires pour une pièce tournante (par exemple, un repos) sont nécessaires. Eh bien, en général, la fabrication d'une malheureuse, eh bien, par exemple, une flèche, est donc extrêmement laborieuse et injustifiée. En effet, il semble, un certain processus, en deux mouvements. Simple et économique. Ne nécessitant pas une attention particulière à lui, un tel mécanicien.
L'équipement proposé pour la fraiseuse le suggère. L'équipement est simple, il ne nécessite pas une grande précision de fabrication. En bois, aussi dur que possible - le bouleau est bon. Le processus de fabrication lui-même est divisé en deux étapes - la production de billettes carrées de la longueur souhaitée et leur traitement sur une fraise avec un équipement spécial. Il faudra une configuration simple de l'équipement une fois et les bâtons peuvent être fabriqués en ligne. Inconvénients de la méthode - vous aurez besoin d'une fraise manuelle (le plus pratique) et d'une scie circulaire. Cependant, à notre époque, un outil électrique, parfois assez bizarre, a cessé d'être quelque chose de surprenant la maison atelier.
En fait, le processus lui-même ressemble à ceci.
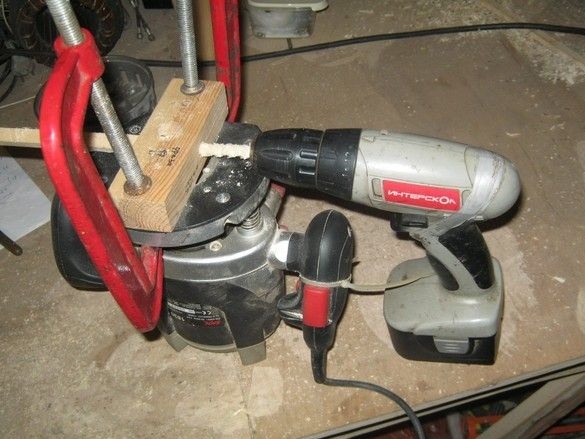
Une billette carrée tourne avec un tournevis et est tirée sur le broyeur. Le couteau coupe tout l'excès, il s'avère que le corps de révolution - un cylindre. La tâche de notre équipement est de positionner l'outil et la pièce dans l'espace dans la bonne position.
Dès le début sur les bâtons. Alors.
Un morceau de bois à couche droite approprié est sélectionné - les bâtons sont généralement assez minces et les couches inclinées rendent le bâton fini très sensible à la courbure en raison des changements d'humidité, ou généralement très faible à plier. Il est long avec une certaine marge - une centaine de millimètres, il s'avère que ce n'est pas beau, c'est une queue technologique. Le bois, basé sur une utilisation ultérieure - par exemple des chevilles, est mieux fabriqué à partir de bois de la même race que le produit.Pour les métiers décoratifs, il est préférable de serrer le bois, ils vous permettront d'obtenir une surface plus propre.
Sciage en pièces. Travail normal sur une scie circulaire. Après plusieurs coupes de test et un réglage fin de la butée, nous avons coupé le nombre souhaité de blancs. Il vaut la peine de s'efforcer de travailler en continu - pour la fabrication d'un seul bâton, trop de temps est consacré au déploiement des outils, au réglage, etc. Il est préférable de faire un stock de blancs et de les dépenser au besoin. Lorsque vous travaillez sur une scie circulaire, nous utiliserons certainement des lunettes de sécurité ou un écran transparent - si vous époussetez vos yeux, vous pouvez vous retrouver dans une position très désagréable lorsque les deux mains sont occupées, vos yeux ne peuvent pas voir et il est difficile d'appeler à l'aide en raison du hurlement d'une scie. Prenez soin de vous.

Le ponçage de petites bavures sur les bords des pièces ne vaut pas la peine - les grains individuels de la surface des peaux de broyage restent dans les pores du bois et réduisent considérablement les ressources de l'outil de coupe utilisé pour les traiter davantage. Dans notre cas, les fraises.
Une fraise à rainurer droite de petit diamètre est fixée dans la pince de broche de la fraise manuelle. Le semi-circulaire fonctionne bien. Sur la plate-forme de la fraiseuse, nos équipements sont fixés avec des pinces. Si possible, un grand trou coaxialement avec la fraise.

La semelle de la fraise avec le composant logiciel enfichable fixe est encastrée et fixée dans la position lorsque la fraise affleure le bord inférieur du trou de sortie pour le bâton fini.

Nous organisons suffisamment d'espace autour de nous, réparons la fraise ou appelons un assistant si les pièces sont plus longues que la portée de nos mains, dans ce cas, vous devez également prendre soin de fixer la clé de démarrage sur la fraiseuse, par exemple, avec une chape en nylon électrique.
Nous allumons la fraise et insérons la pièce dans le trou pour la billette carrée, la tournons à la main. La queue mordue est envoyée au trou pour le bâton fini. Nous servons la pièce avec rotation «à la main», jusqu'à ce que son extrémité devienne possible à serrer dans le mandrin d'un tournevis. Pour mon routeur, cela se produit lorsque l'extrémité de la pièce dépasse la semelle. C'est environ 100 mm.
Nous allumons le tournevis à vitesse maximale, allumons la toupie et le tournevis de travail en tirant la pièce "sur lui-même". Jusqu'à la sortie complète. Commandez.

Si nous avons des bâtons pour les besoins technologiques, nous les laissons, si vous avez besoin de bâtons lisses, vous devrez les poncer. En tant que propriétaire d'un tour à bois, j'ai eu de la chance en ce sens. Je vais l'utiliser. Pour serrer notre bâton, j'utilise un mandrin à pince en bois fait maison monté sur mini plaque frontale. À l'arrière, je serre le bâton avec un centre conique fixe, sans forte pression. Souvent, un long bâton doit être soutenu au milieu, déjà lisse avec juste une main ou un morceau de feutre.

Deux à trois numéros de la peau du plus grand au plus petit, chaque nombre lors du changement du sens de rotation de la broche. Autrement dit, nous effleurons un peu, éteignons la machine, commutons le sens de rotation dans le sens inverse, effleurons le même nombre, etc.
Tout, la baguette est prête, sortez, coupez à la taille désirée, appliquez.

Eh bien, par exemple, une suspension pour une image en laine - deux «dessus» sont attachés et collés aux extrémités des bâtons fabriqués.
Ce qui est requis pour la fabrication de l'équipement.
Des outils
Menuisier, outil de marquage. Stylo perce sur bois. Plus rapidement et plus précisément, l'outillage peut être fabriqué à l'aide de machines-outils, par exemple, une scie circulaire, une scie pendulaire et une perceuse, elles peuvent être effectuées avec un effort minimal, cependant, il n'y a presque aucune limite aux capacités humaines - tout cela peut être fait avec un outil à main, mais vous avez besoin de plus de compétences . Lorsque vous utilisez un outil électrique, des lunettes ou un écran, des écouteurs et éventuellement un respirateur sont également nécessaires.
Matériaux
Bloc de bois dur, papier de verre moyen.
Tout d'abord, nous déterminons la taille de l'équipement, elle découle des dimensions de la fraiseuse, sa semelle. En essayant, vous devriez essayer de minimiser le "flyout" de la fraise dans la mesure du possible, cela réduira les vibrations pendant le fonctionnement, l'outil fonctionnera plus longtemps, la surface du bâton sera plus propre.

Il doit viser la "rectangulaire" de la pièce. Si vous utilisez un outil à main, il est préférable de marquer davantage différemment. Les nervures de la pièce peuvent être légèrement dépouillées - il sera plus pratique de la marquer.
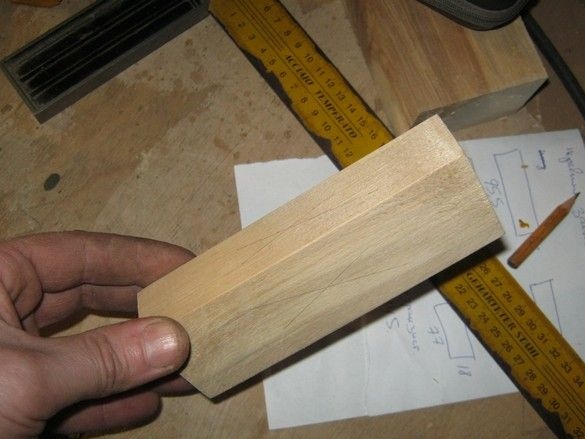
Marquez le milieu de chaque visage.
Oui Il est nécessaire de déterminer le diamètre du futur bâton - je recommande de s'arrêter à 10 mm. La taille est très pratique pour l'atelier - idéale pour les chevilles dans la fabrication de meubles, de cadres, seuls les bâtons sont bons pour les éléments décoratifs de l'artisanat, pas trop minces et se comportent très décemment dans le sens de la distorsion d'un changement d'humidité. Enfin, les forets hélicoïdaux courants sur le bois ont un diamètre maximal d'exactement 10 mm, ce qui est pratique.
D'autres tailles de trous sont conçues spécifiquement pour ce diamètre du bâton fini. 10 mm

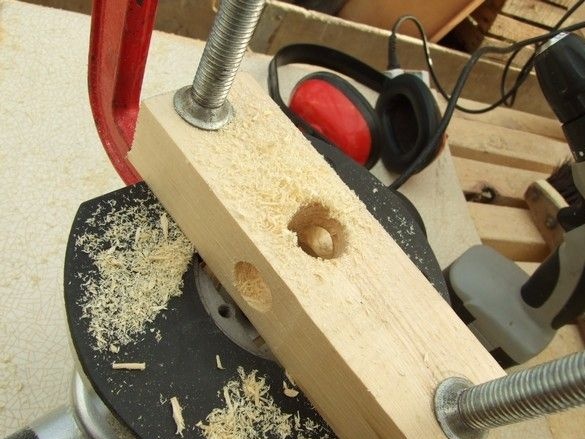
Nous forons à des vitesses maximales - le trou est plus propre. Pour que la sortie n'ait pas un bord laid et haché, nous ne forons qu'à la moitié de la profondeur.

La goupille de guidage de la perceuse à plume sort en revanche bien avant que la perceuse ne passe complètement, dans ce petit trou, en retournant la pièce, nous nous orientons comme au centre de perçage.

Maintenant, des trous d'un diamètre de 16 mm et de 10 mm opposés sont percés sur des faces étroites. En ce qui concerne le grand trou pour le cutter, ils peuvent être légèrement décalés, ce n'est pas significatif, mais les uns par rapport aux autres, il doit y avoir du pin, sinon le bâton peut se coincer.
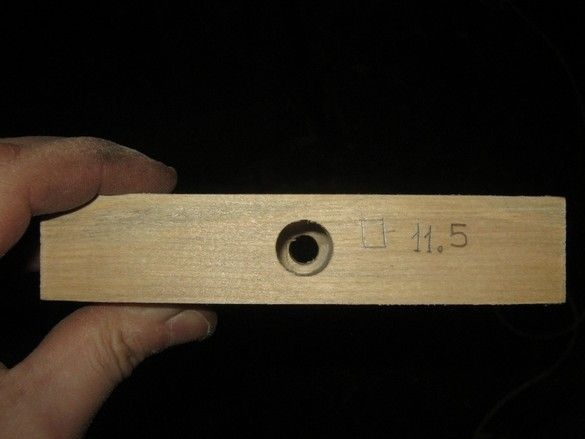
Les bavures éventuelles sur les bords des trous sont légèrement poncées. Le trou pour la pièce, il est préférable de signer, de sorte que plus tard, il soit douloureux de ne pas se souvenir de la taille.
