



Dans cet article, nous considérerons la fabrication d'une presse hydraulique avec une force allant jusqu'à 6 tonnes. Les dimensions de la presse sont de 750x470x320 mm.
Le cadre principal avec une structure renforcée peut fonctionner avec un cric de 6 tonnes monté sur le côté supérieur du cadre sans plier ou casser le cadre. Si vous prévoyez d'utiliser un cric de 3 tonnes ou moins, la partie supérieure ne peut pas être renforcée par un renfort.
Outils et matériaux:
- Meuleuse d'angle;
-Machine de forage;
-Drills;
Fraises
-Punch;
-Set de robinets;
-Machine à souder;
-Soudage des angles magnétiques;
-Roulette;
Pied à coulisse;
-Punch;
-Vise;
- pinces;
- Clés;
- hexagones;
- tournevis;
Marteau
-Des ébauches en acier de différentes tailles et formes;
-Profil métallique;
-Coin métallique:
- Tôle;
-Carré métallique;
- Un noyau métallique en acier inoxydable;
- Armature;
-Fixations;
- ajustement;
-Tube en plastique;
-Bouteille en plastique;
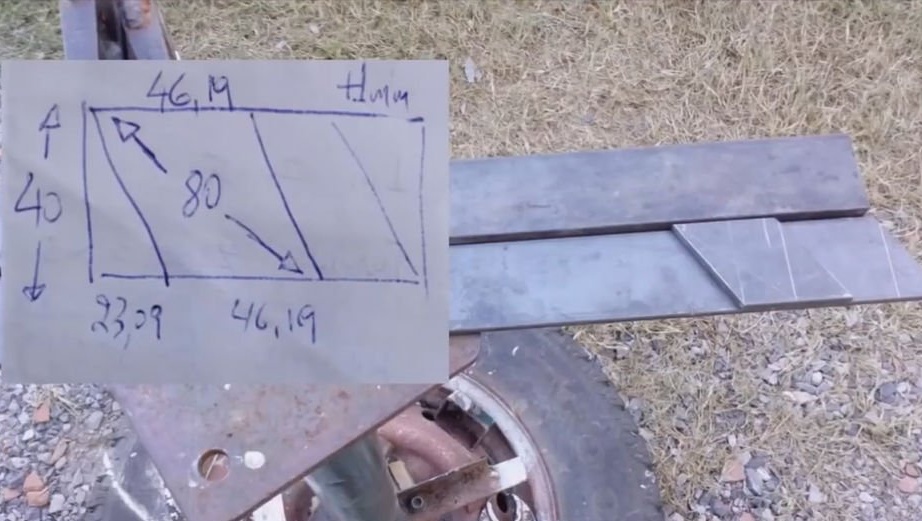
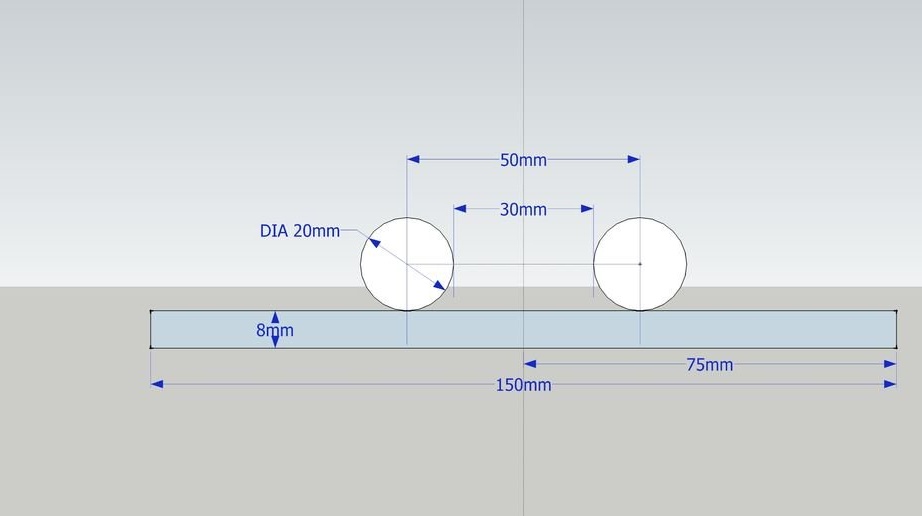
Première étape: dessins
Avant de commencer les travaux, le maître a réalisé un projet et dessiné des dessins de chaque nœud.
Deuxième étape: cadre
Selon les dessins, il fournit du matériel pour l'assemblage du cadre.






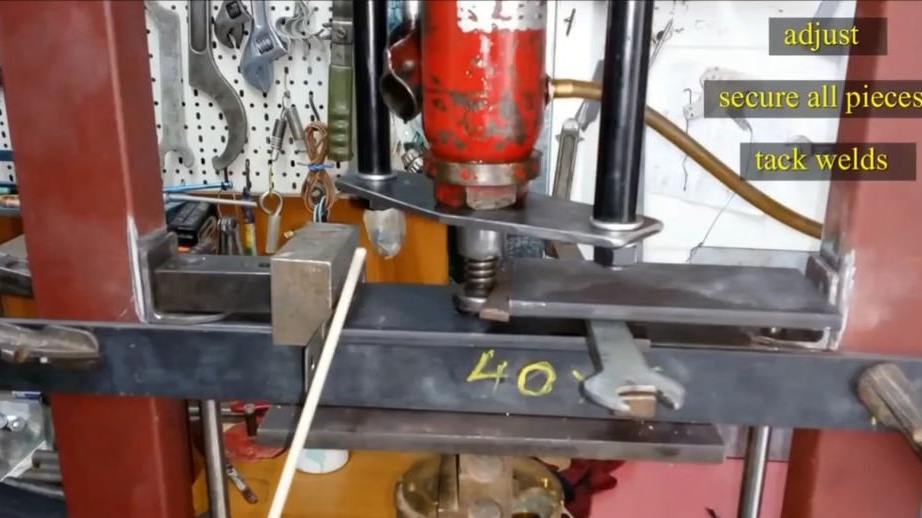
Soudure le cadre de la presse.







Renforce la conception en soudant des plaques métalliques de métal épais aux étagères internes du profil. Soudure les coussinets aux coins du cadre.





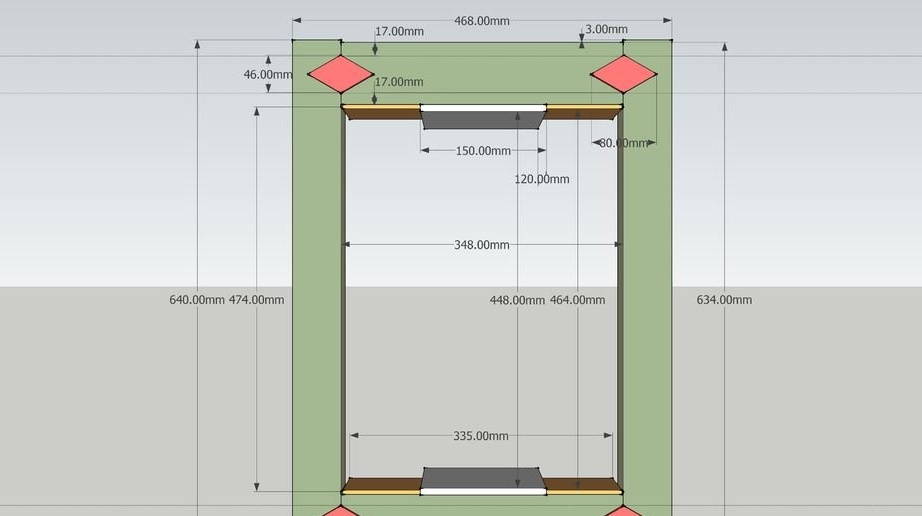
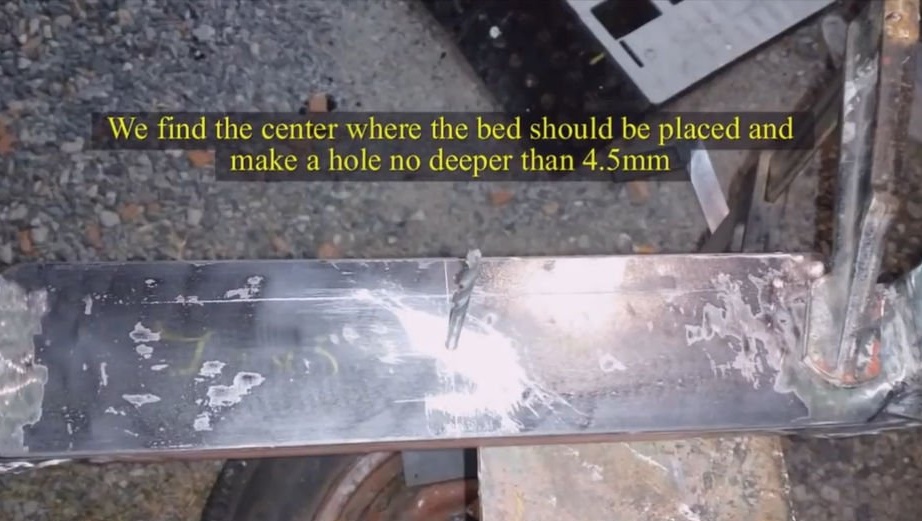
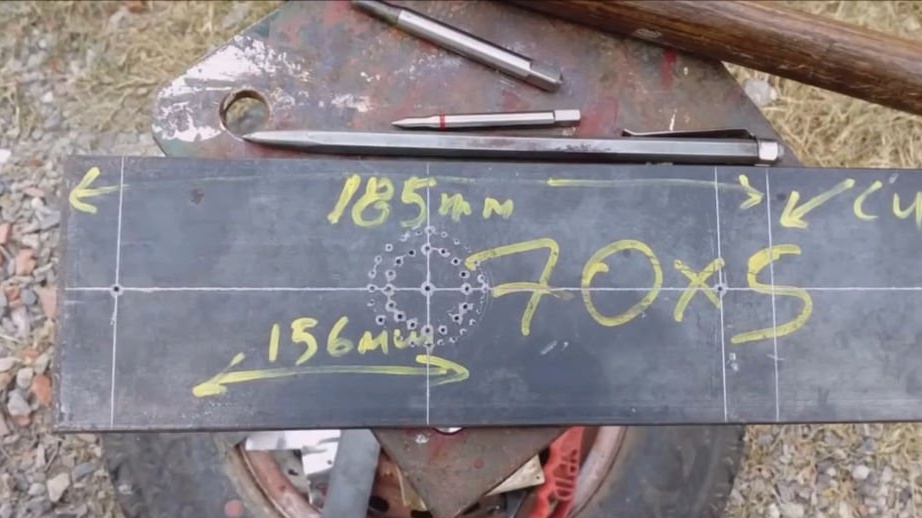
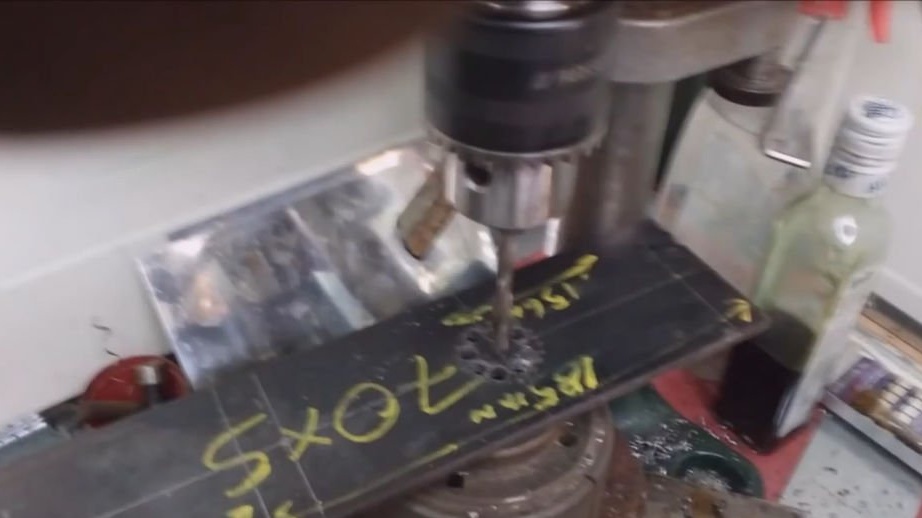
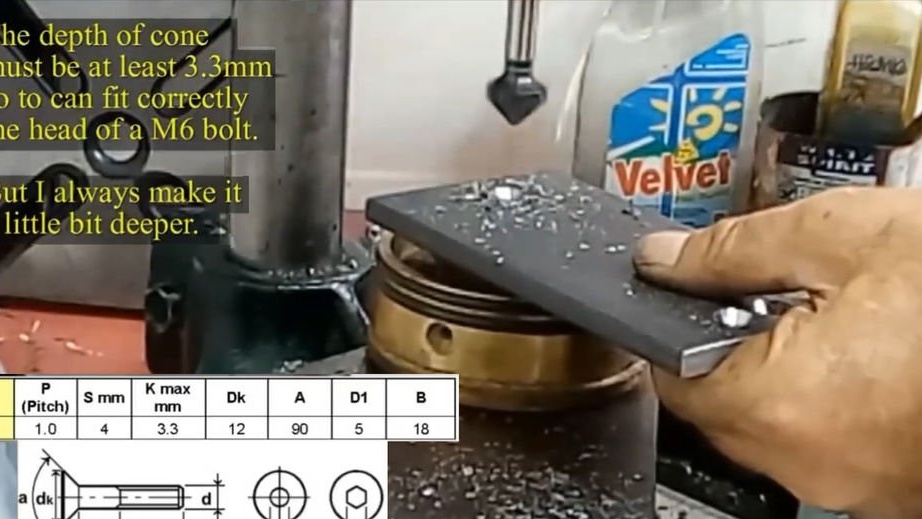
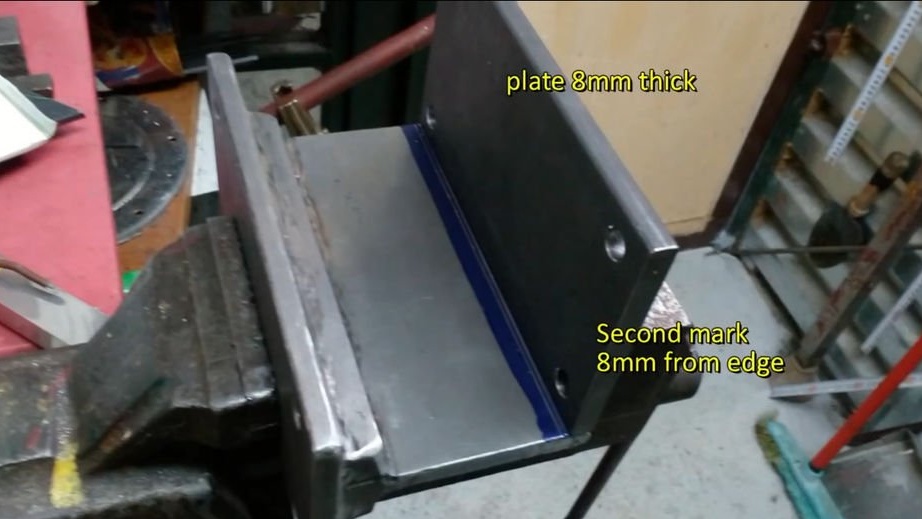
Marque le centre du profil de cadre supérieur. Perce un trou au centre. Coupez la plaque de base. Un trou est percé au centre de la plaque. Perce un trou dans les coins et coupe le fil. Soudure la plaque de base au cadre. La plaque de base inférieure diffère de la partie supérieure, seule l'absence de trous filetés.



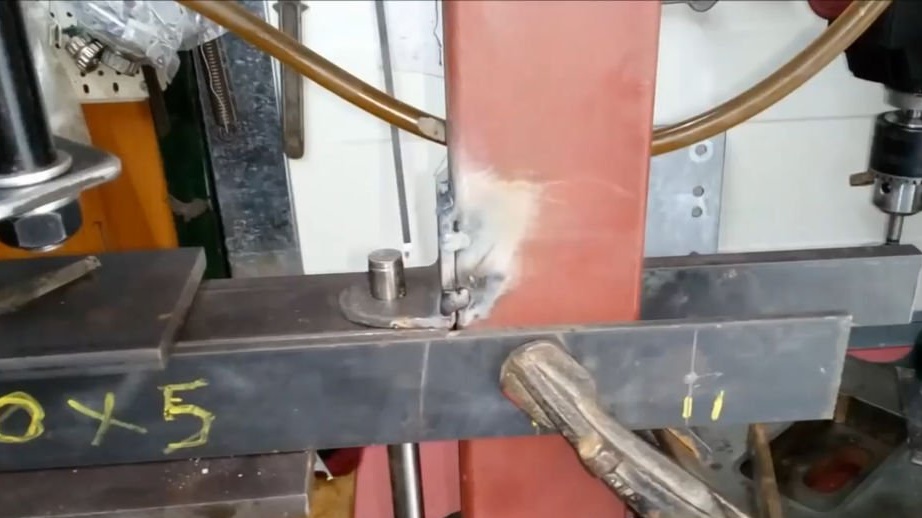
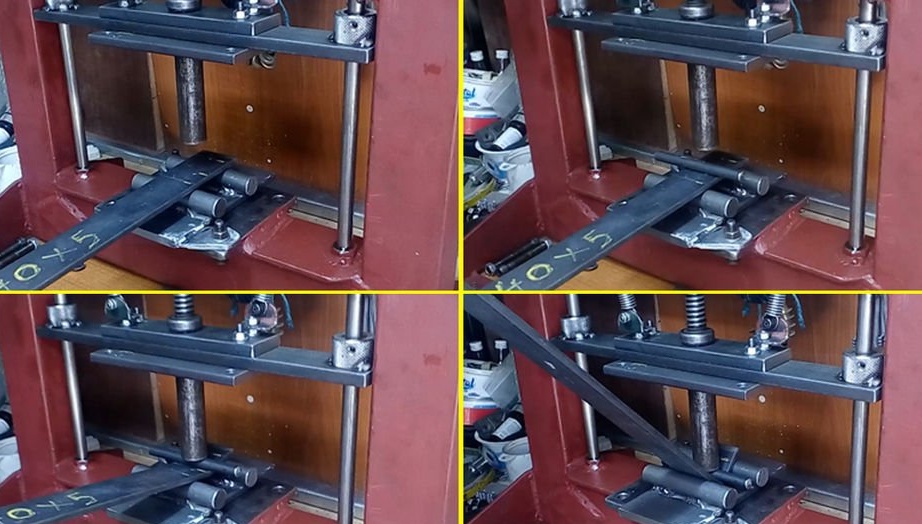
Dans la partie extérieure supérieure du cadre, le renfort est soudé pour renforcer. La tige centrale est insérée dans le trou du tuyau jusqu'à ce qu'elle s'arrête et soit soudée de l'extérieur. Deux renforts sont soudés en diagonale.



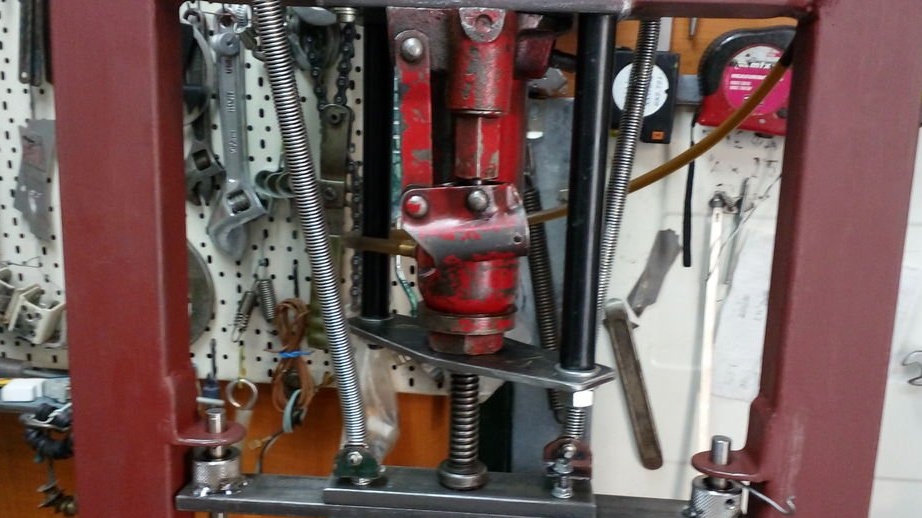
Deuxième étape: vérin hydraulique
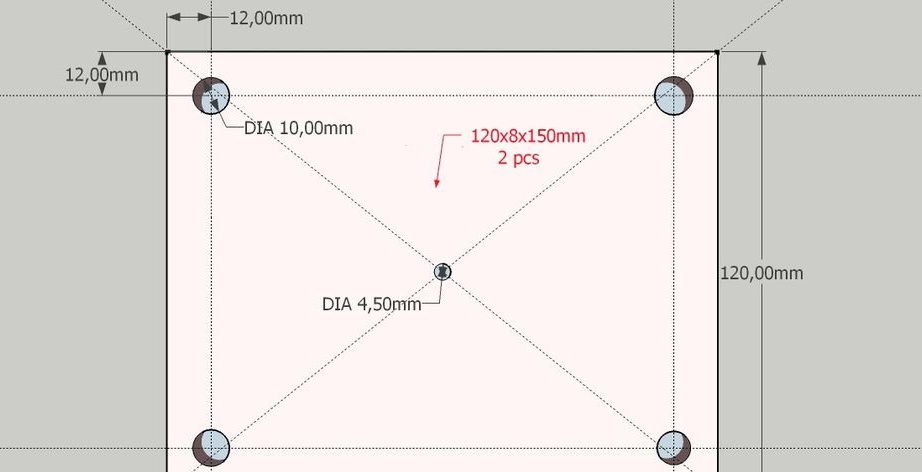
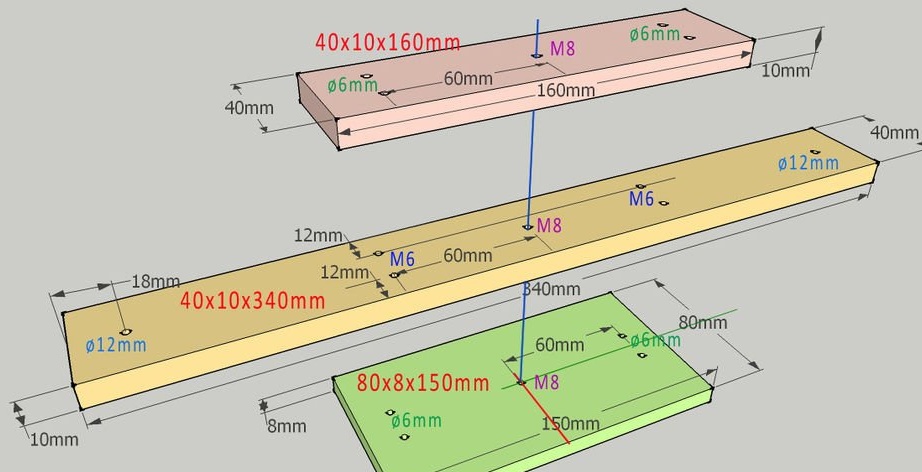
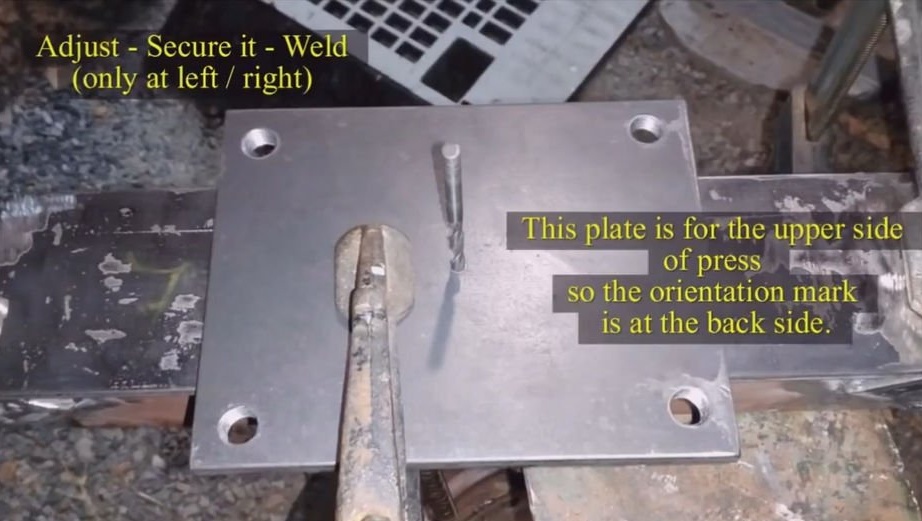
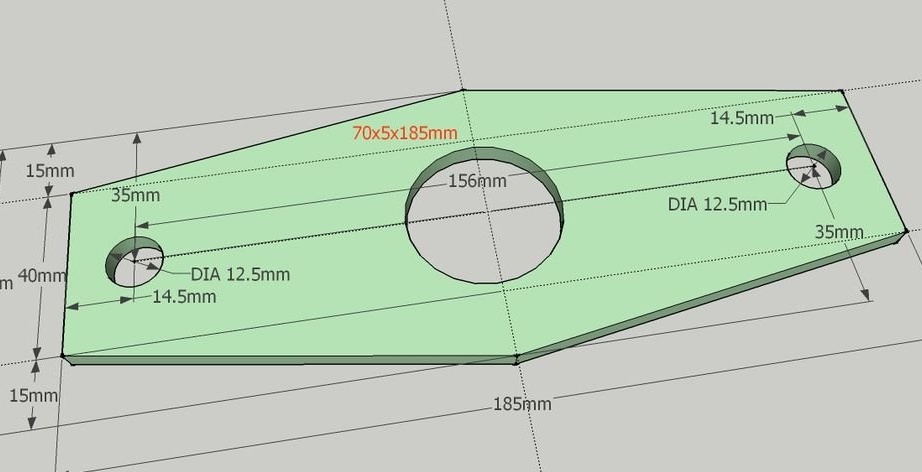
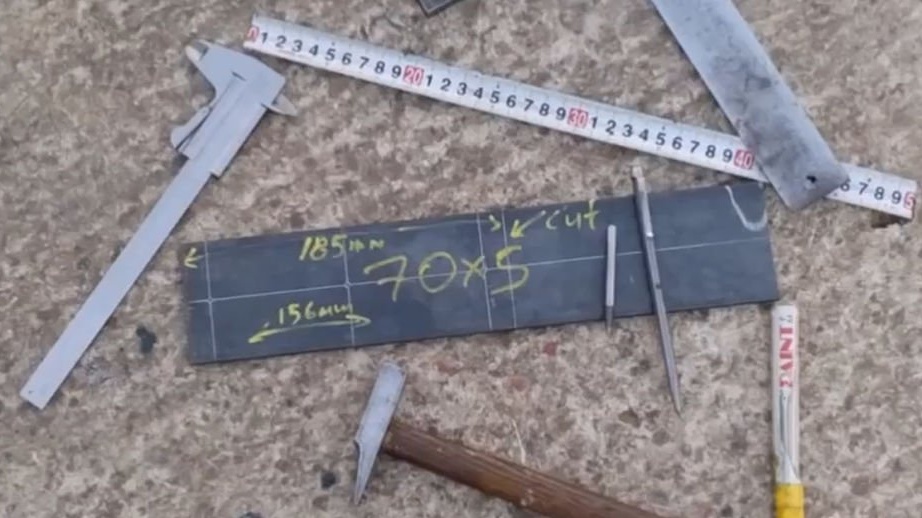
Pour installer le cric, le maître fait une plaque de montage en forme de diamant. Au centre du losange, perce un trou pour la tige du vérin, le long des bords opposés du trou pour les boulons de montage.






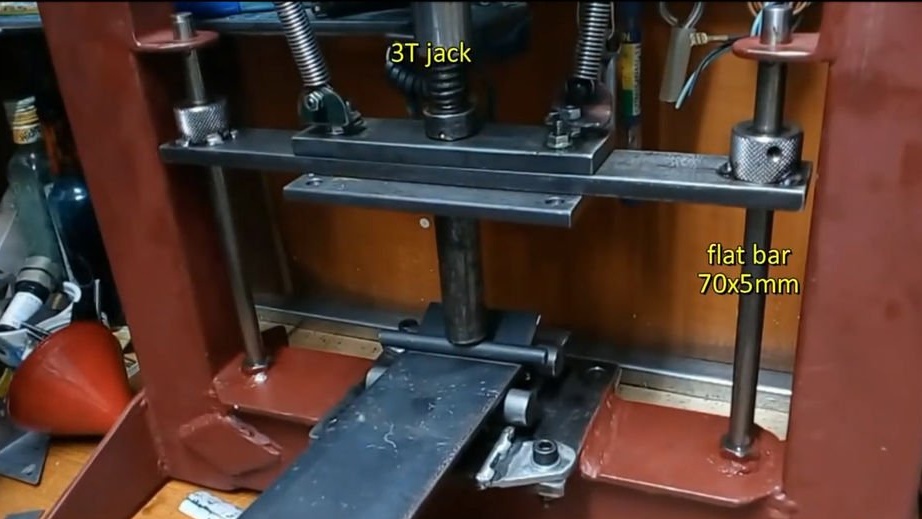
De plus, le maître refait deux vérins, 2 et 3 tonnes, pour leur travail à l'envers.
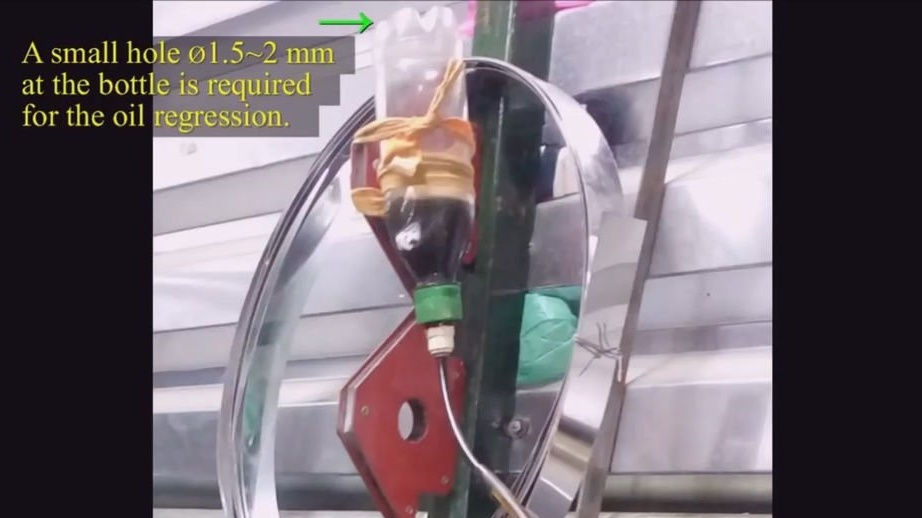
Dans le cric de 3 tonnes ci-dessous se trouvait un bouchon d'huile. Le capitaine a vissé le raccord à sa place. Il met le tuyau sur le raccord. L'autre extrémité du tube est fixée dans une bouteille en plastique. Versez l'huile dans une bouteille et accrochez-la en haut de la presse.


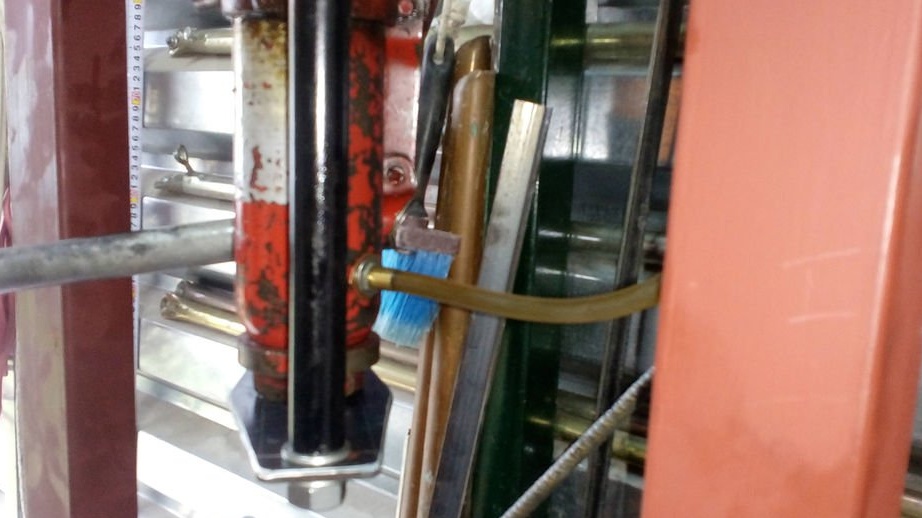
Il n'y avait pas de trou dans le deuxième cric, et le capitaine l'a démonté, percé un trou et installé un raccord.



Troisième étape: soutiens
Selon le dessin, fait et soude au châssis du support. Les plaques de support ont des trous pour le montage de la presse.









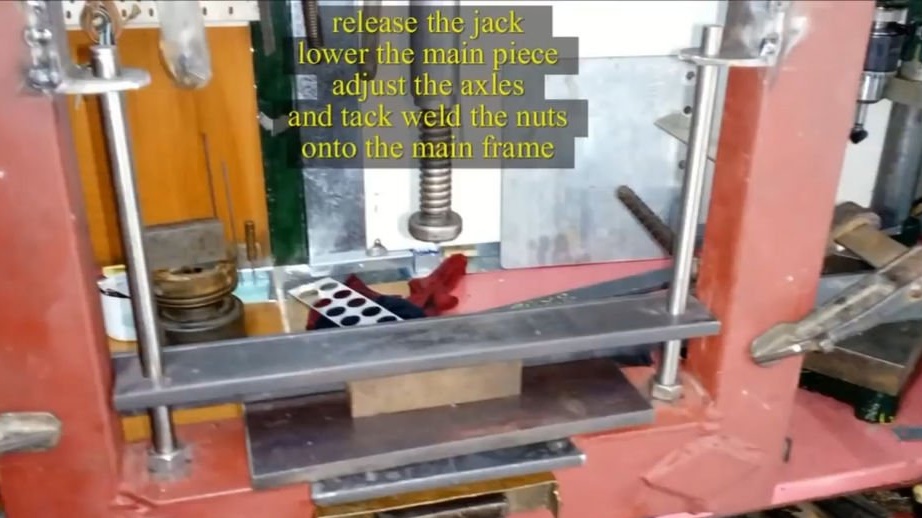
Quatrième étape: plaque coulissante
Maintenant, vous devez faire une plate-forme sur laquelle la tige du vérin va appuyer. Cette plate-forme doit être mobile et montée sur des rails.
Aligne le cric exactement au centre de la plaque de base inférieure.





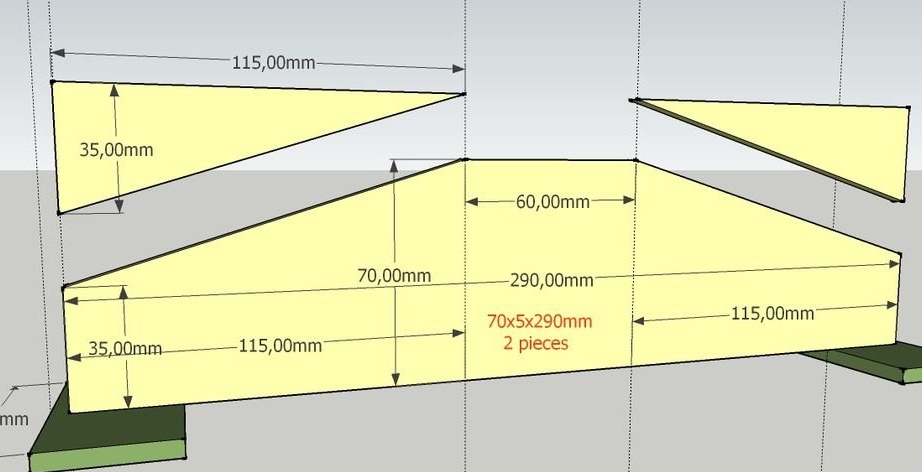
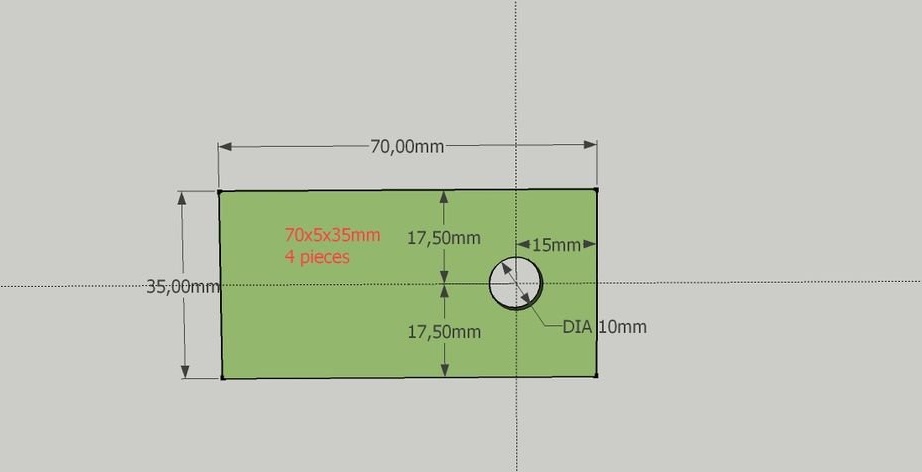
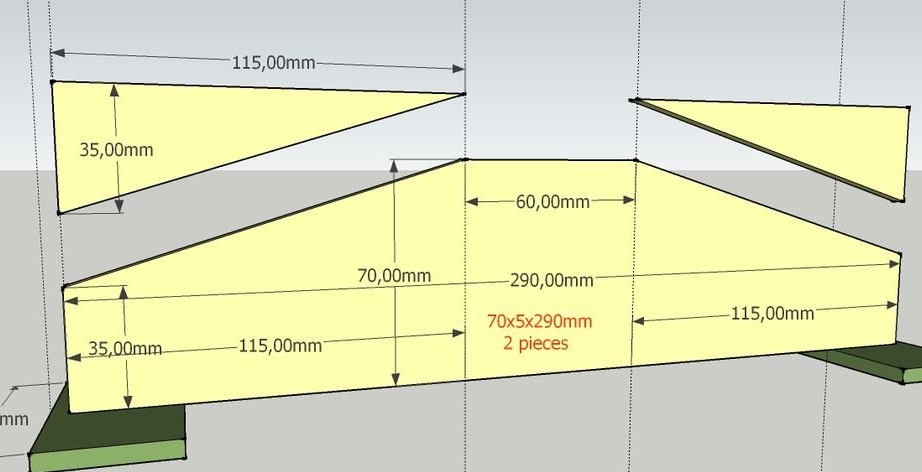
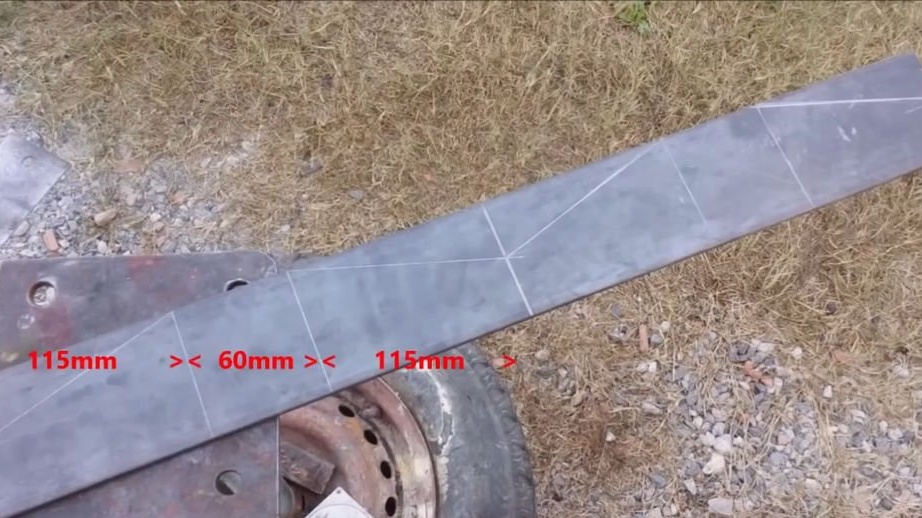
Selon le dessin, il fabrique des parties de la partie mobile du vérin à partir de plaques métalliques.






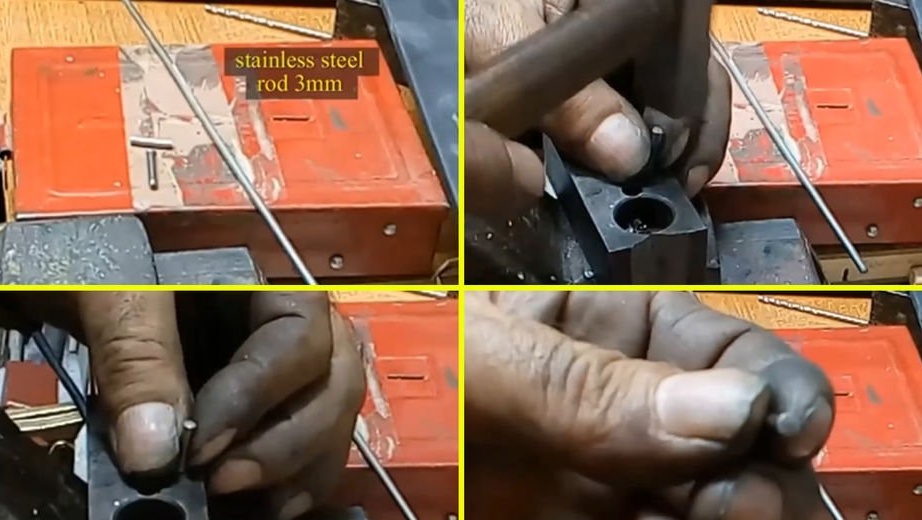
Les guides sont constitués d'une tige métallique. Une extrémité de la tige est soudée au bas du cadre, la seconde est installée dans le coin soudé au cadre et au trou dans la plaque.






En haut du guide, perce un trou et définit une goupille fendue.





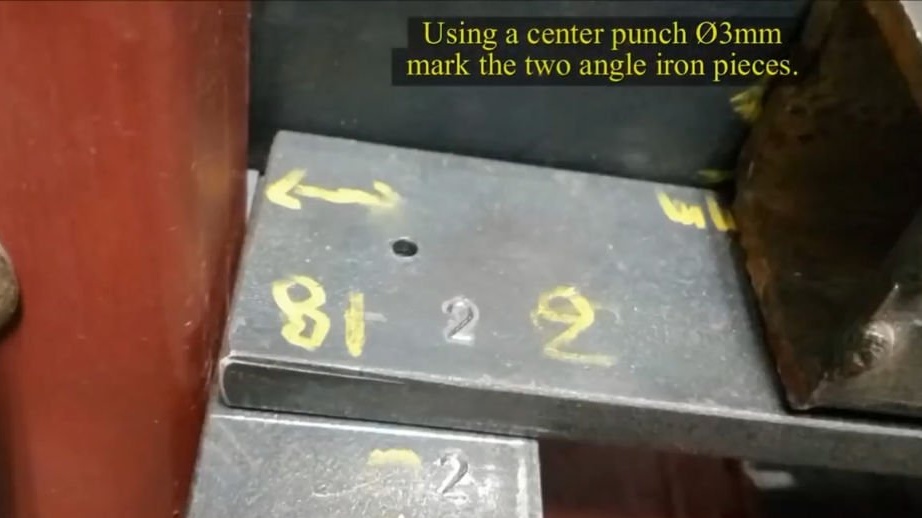
Pour l'immobilité des plaques pendant le forage, le maître utilise une goupille fendue en métal. Il perce le premier trou et fixe la goupille fendue, puis le second, et le fixe également avec une goupille fendue.









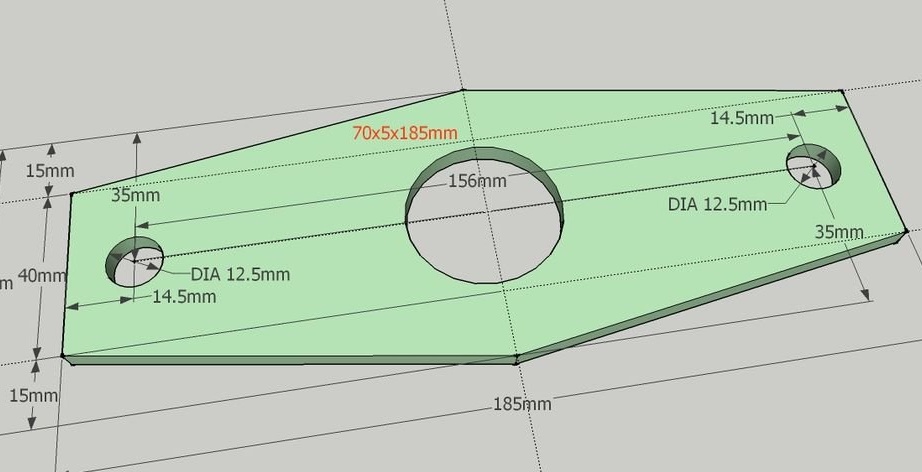
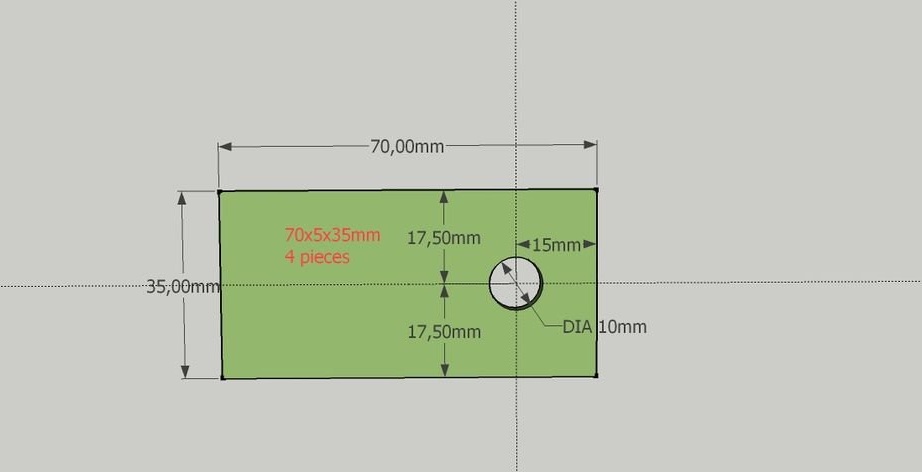
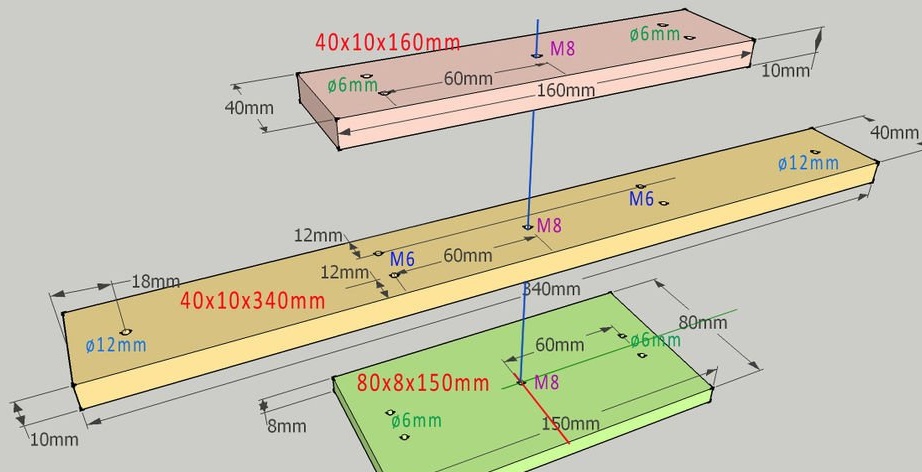
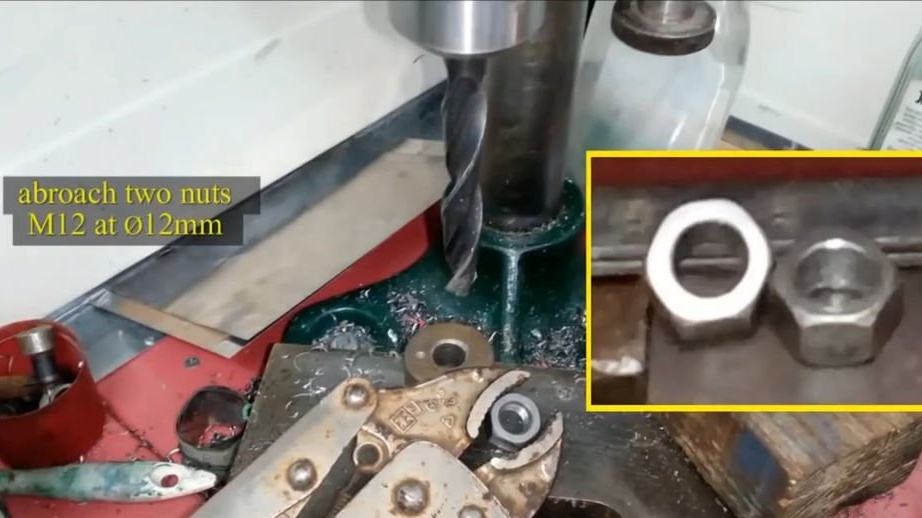
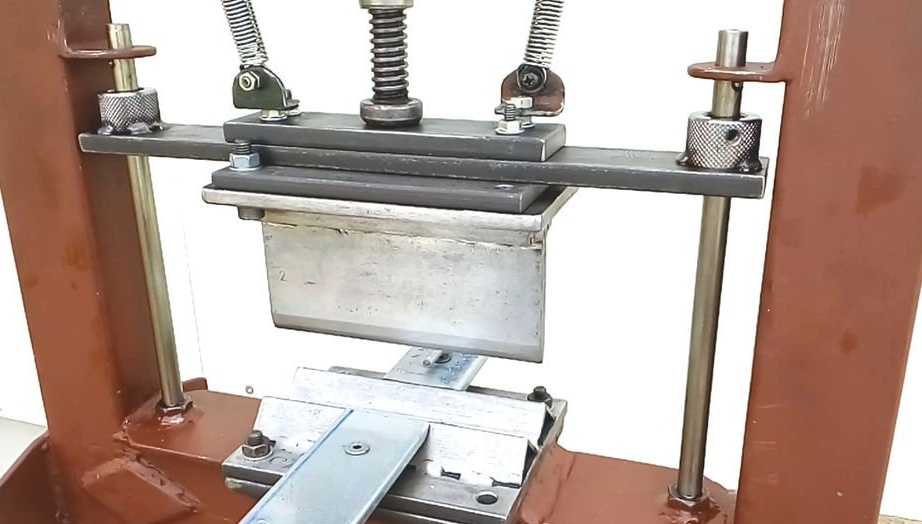
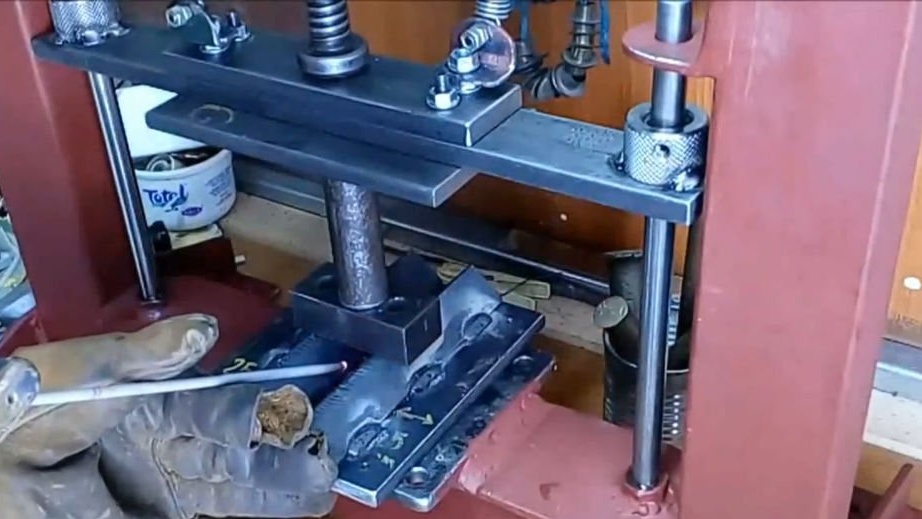
La partie mobile est assemblée à partir de trois plaques. Au milieu se trouve une longue plaque avec des trous pour les guides. Dans les trous de cette plaque, le maître coupe le fil. Vis la plaque inférieure au milieu. La plaque supérieure est montée sur les parties saillantes des vis et fixée avec des écrous. Coupe un fil au centre de la plaque inférieure dans le trou.











Le long des bords d'une longue plaque soude des bagues pour les guides. Vis deux coins. Les extrémités des ressorts seront fixées dans les yeux des coins, ce qui tirera la plaque vers le haut.





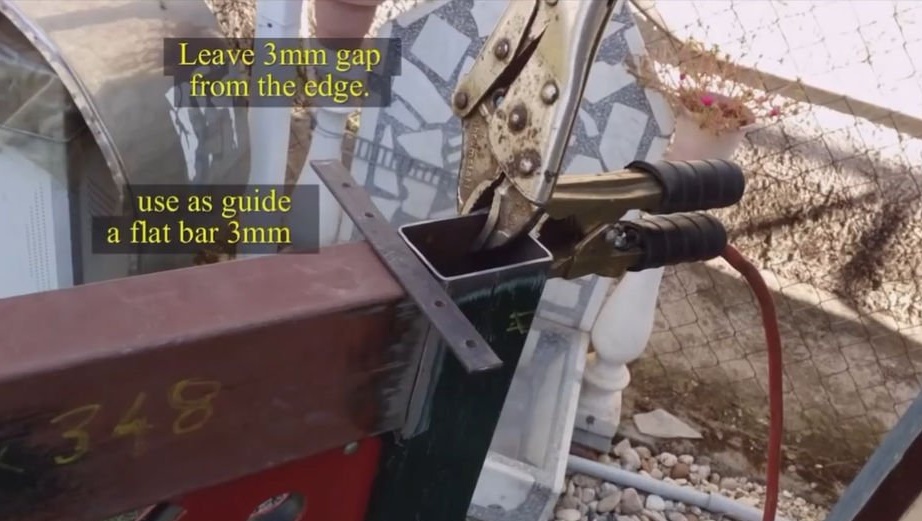
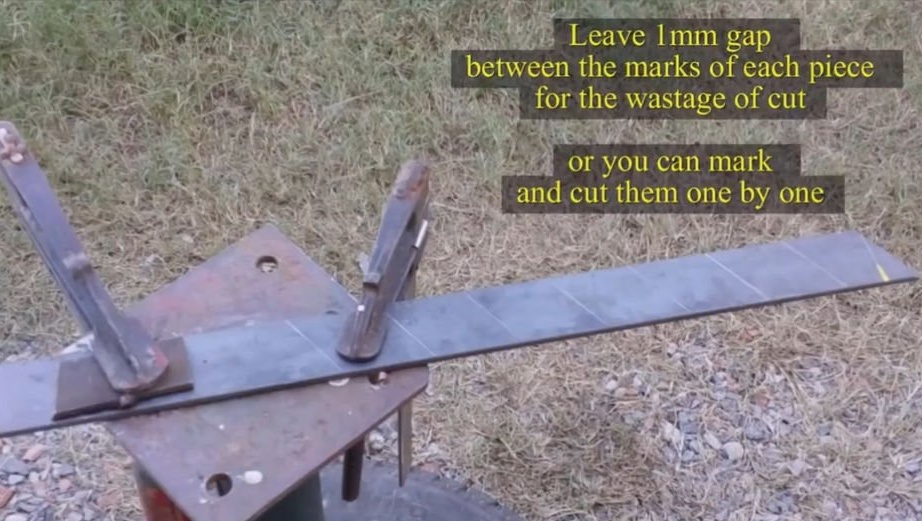
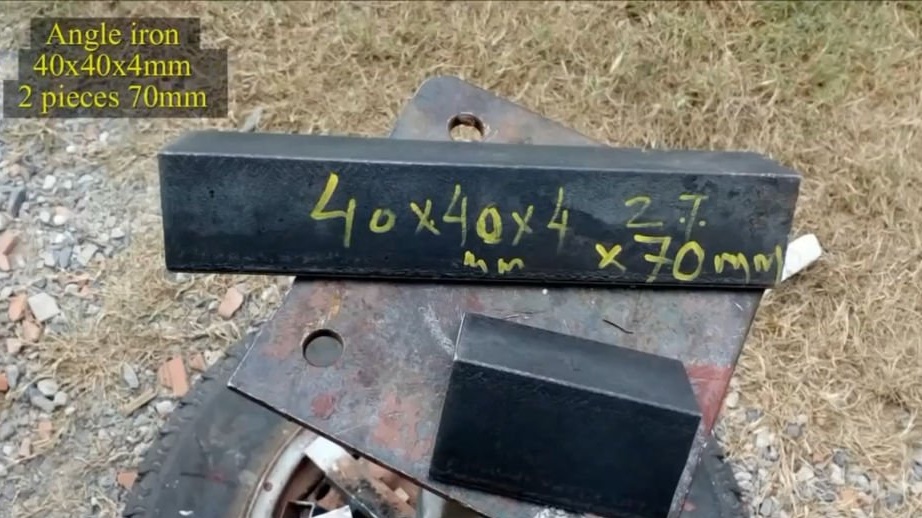
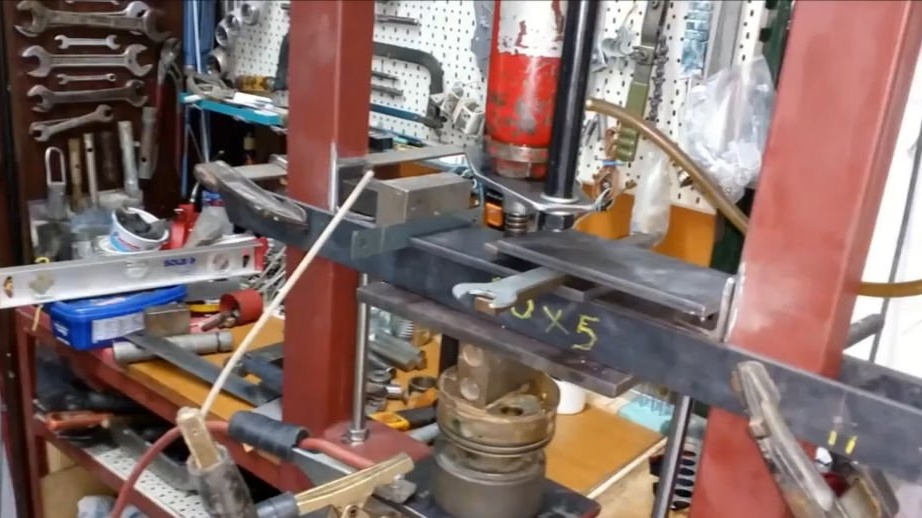
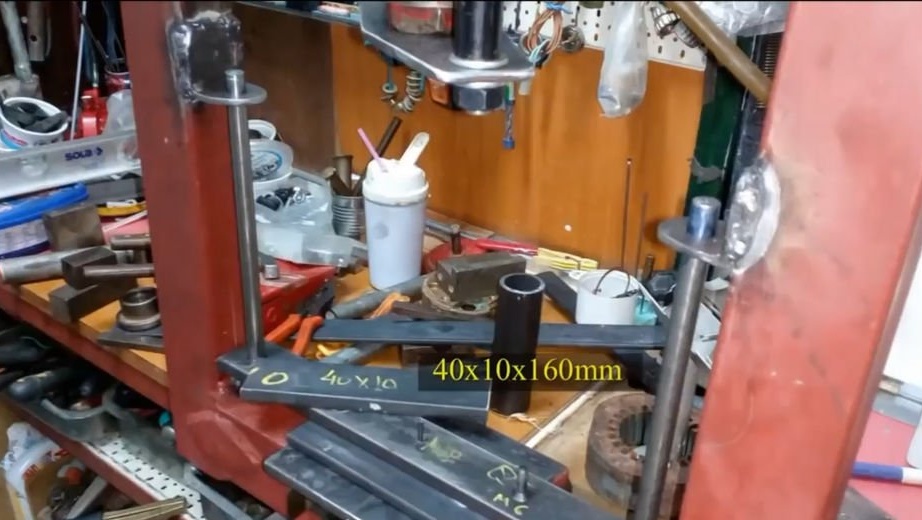
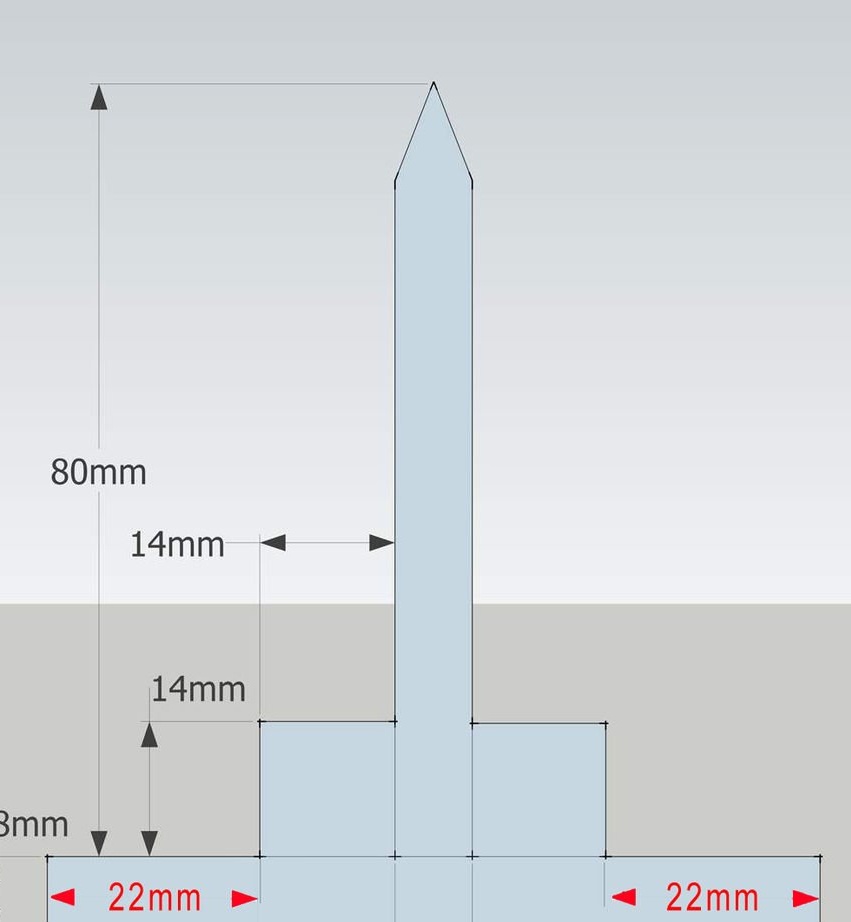
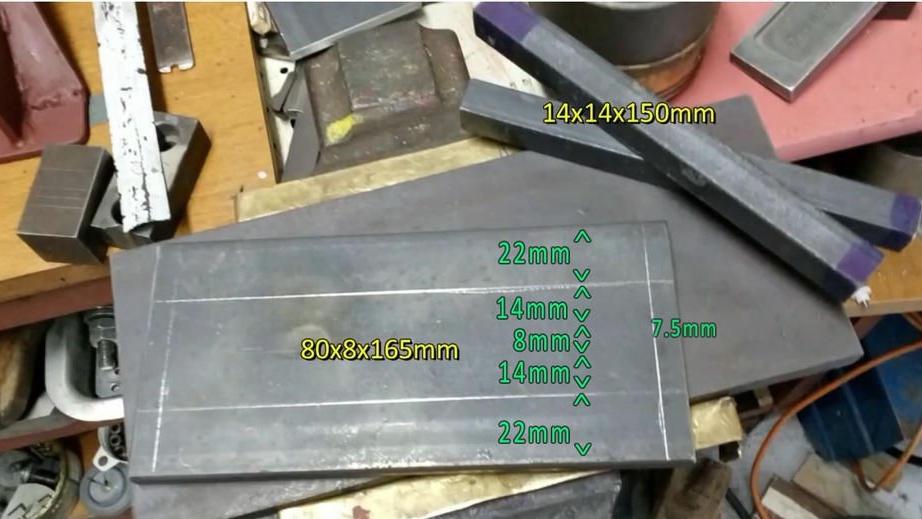
Cinquième étape: matrices de flexion
La presse est prête et le maître fait plusieurs matrices de cintrage.
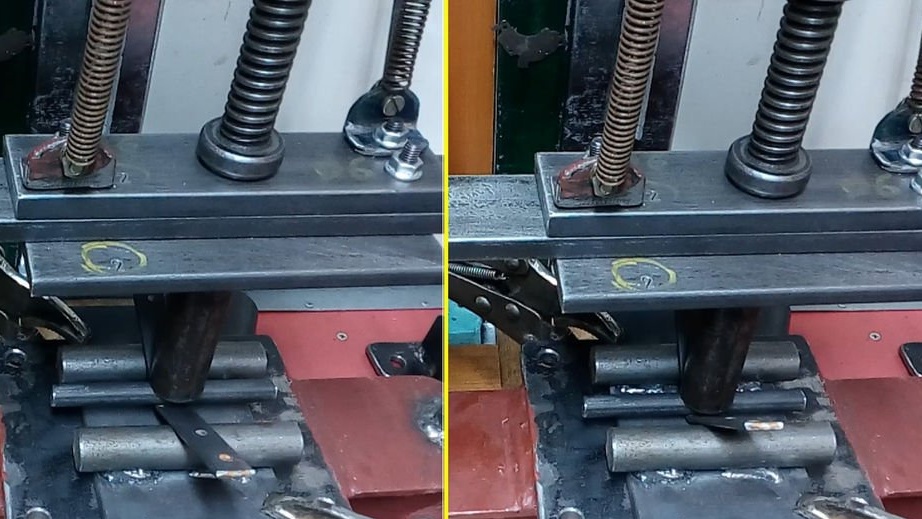
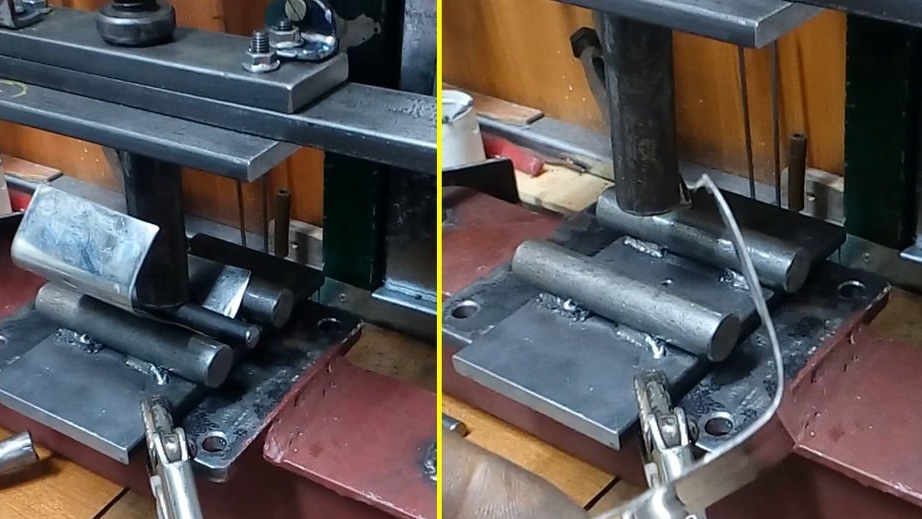
Timbre numéro 1.
Ce tampon est adapté pour plier des tiges plates, carrées, des tiges et des tôles. La partie supérieure du timbre est constituée d'une tige métallique. Un trou est percé au centre de l'arbre. Un filetage est coupé dans le trou et un goujon est vissé. Ensuite, le tampon est vissé dans le trou de la plaque de presse.









La partie inférieure est constituée de deux tiges métalliques soudées à la plaque. La plaque a une plaque de montage et est fixée à la plaque inférieure avec un boulon.












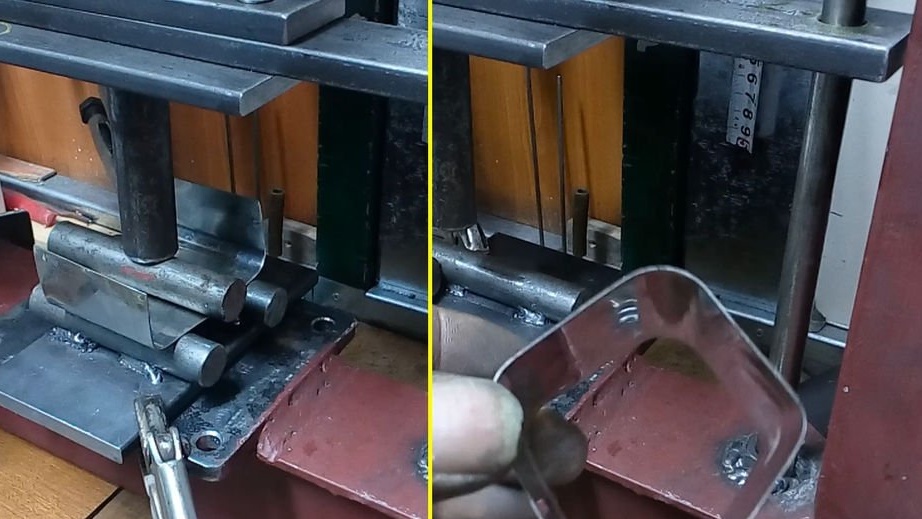
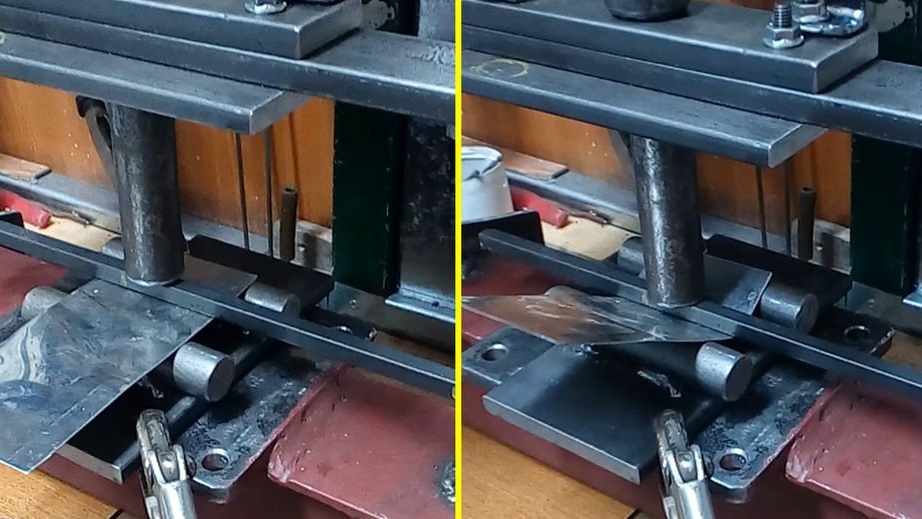


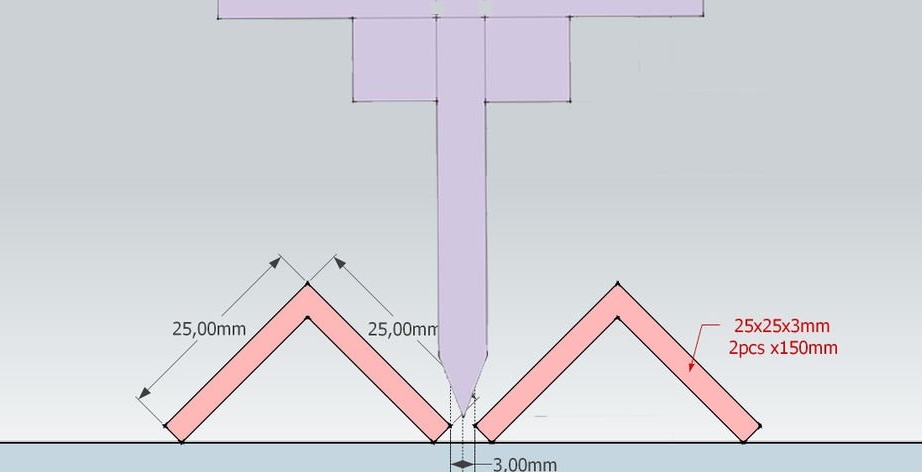
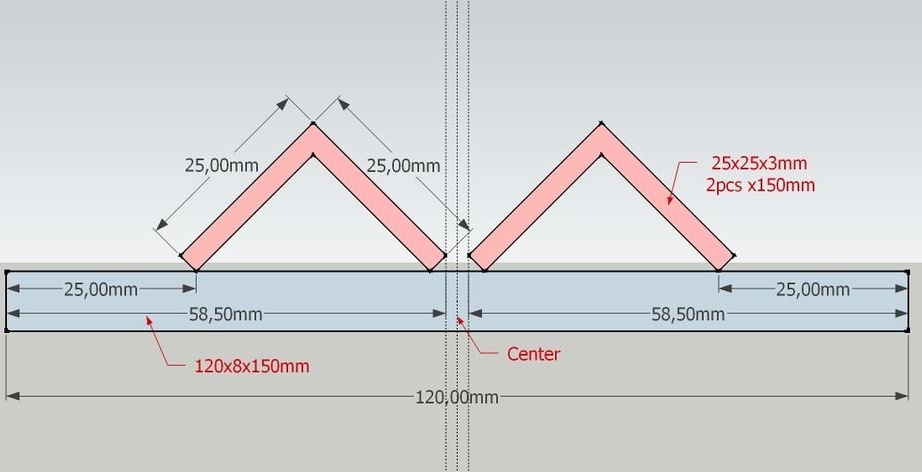
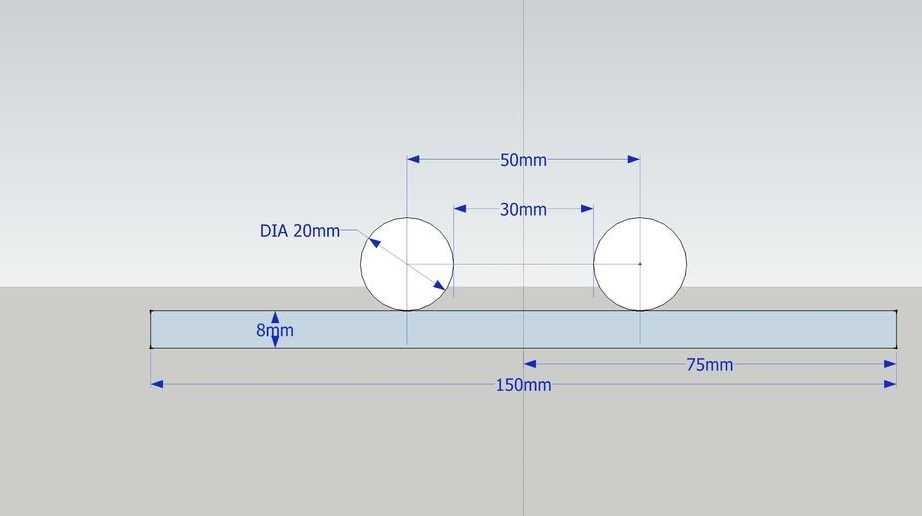
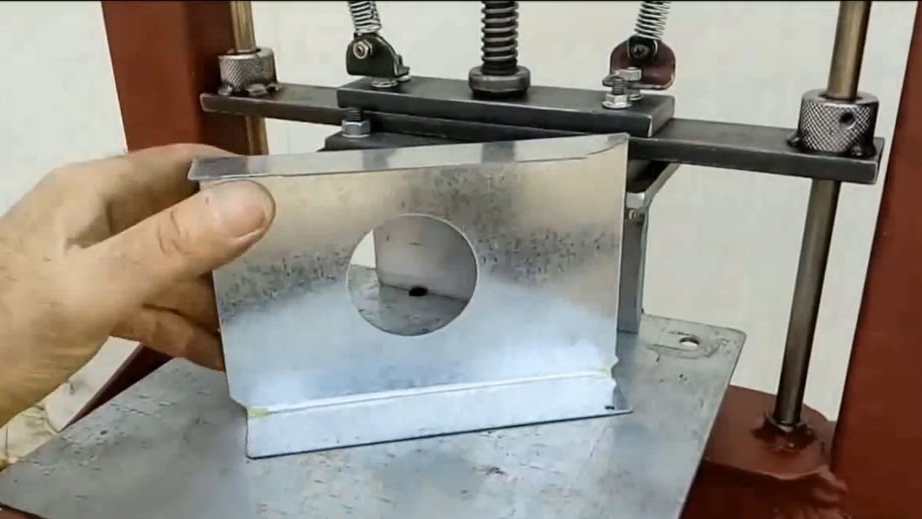
Cachet numéro 2.
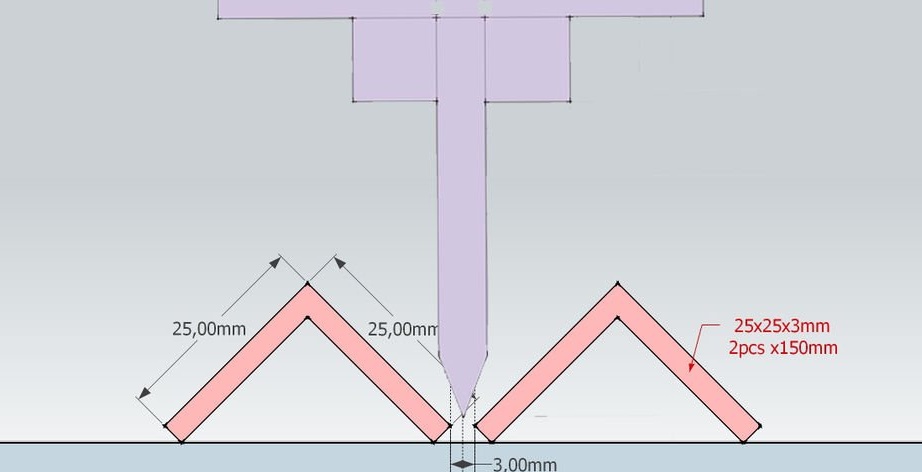
La partie inférieure d'un tel tampon est constituée de deux coins parallèles soudés à la plaque. La plaque a également un trou de montage et est vissée sur la plaque inférieure.


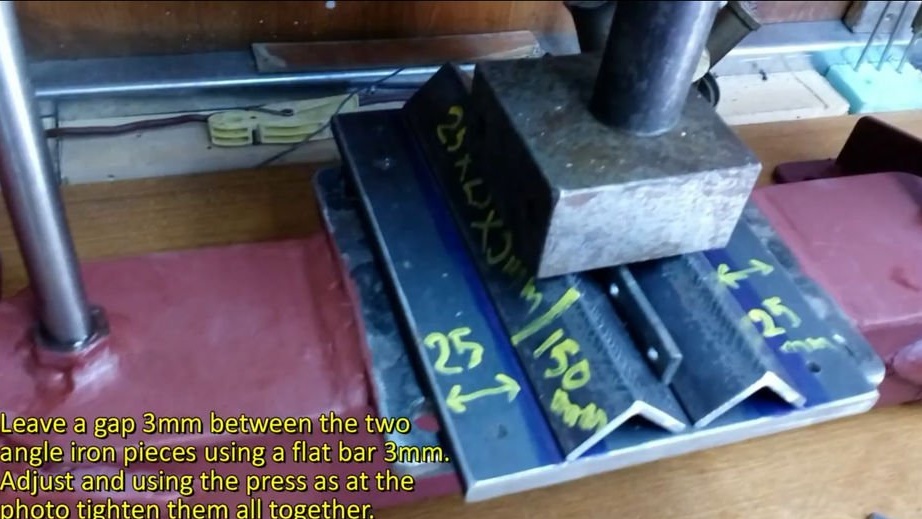
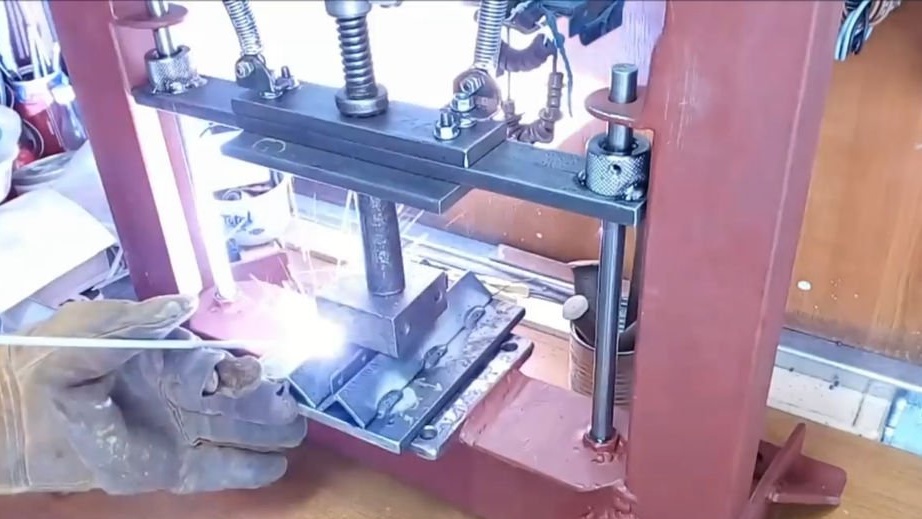
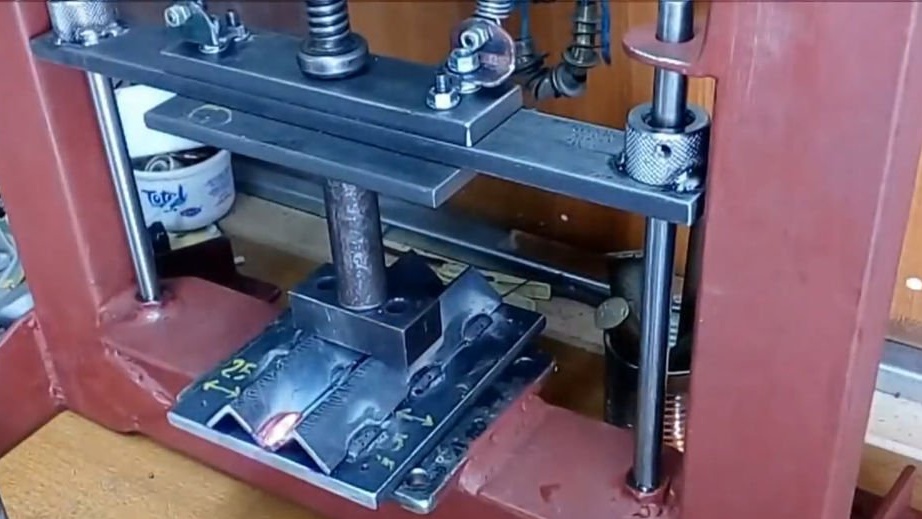






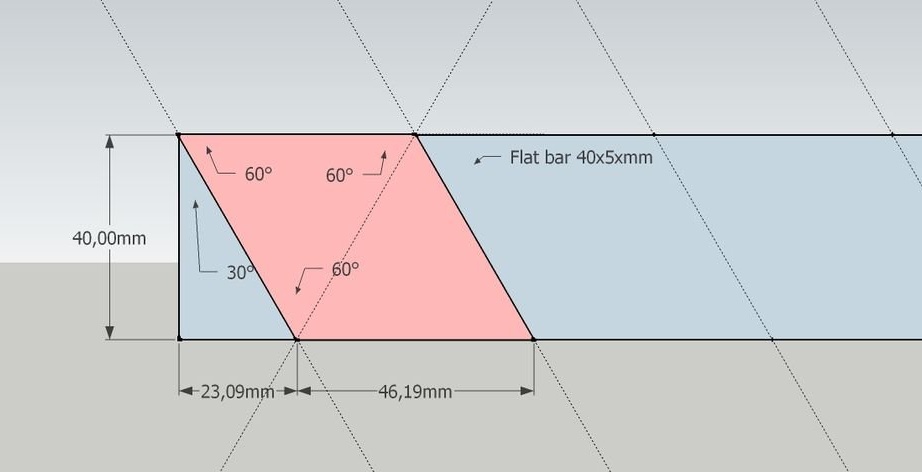
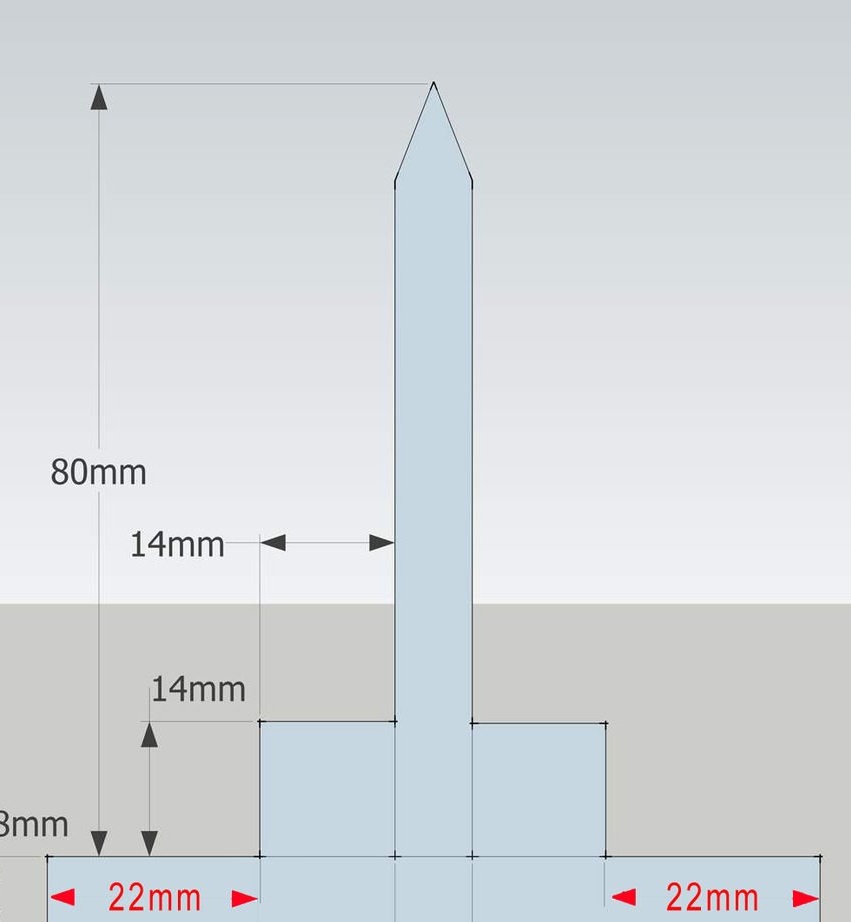
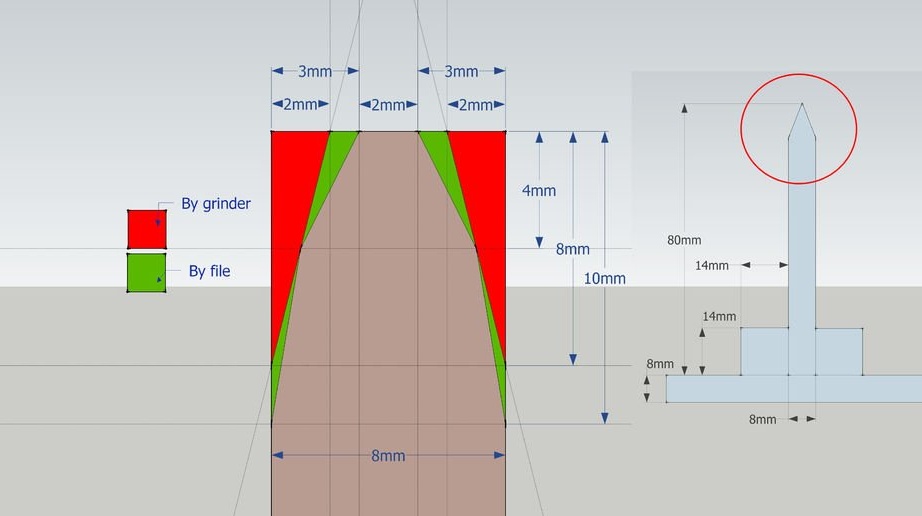
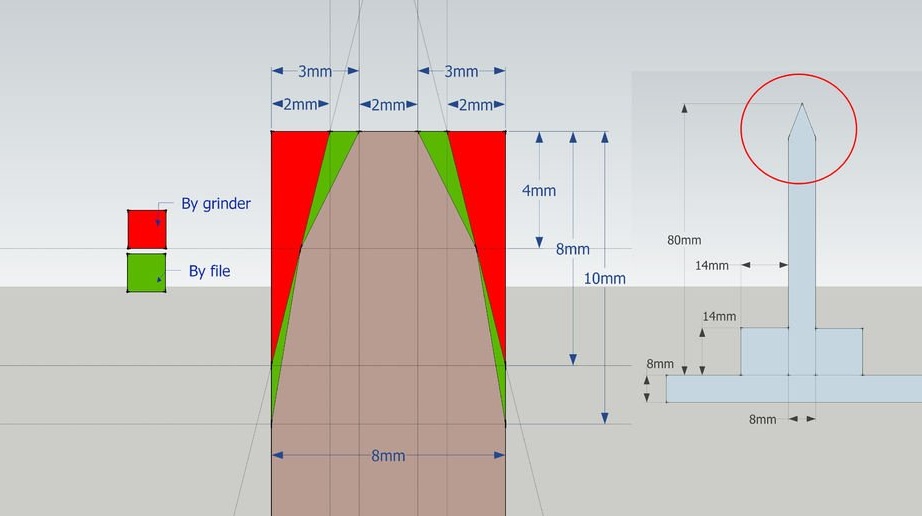
La partie supérieure est constituée d'une plaque avec une partie d'extrémité aiguisée en biais. La plaque est soudée à l'autre plaque perpendiculairement et fixée à la plaque mobile.

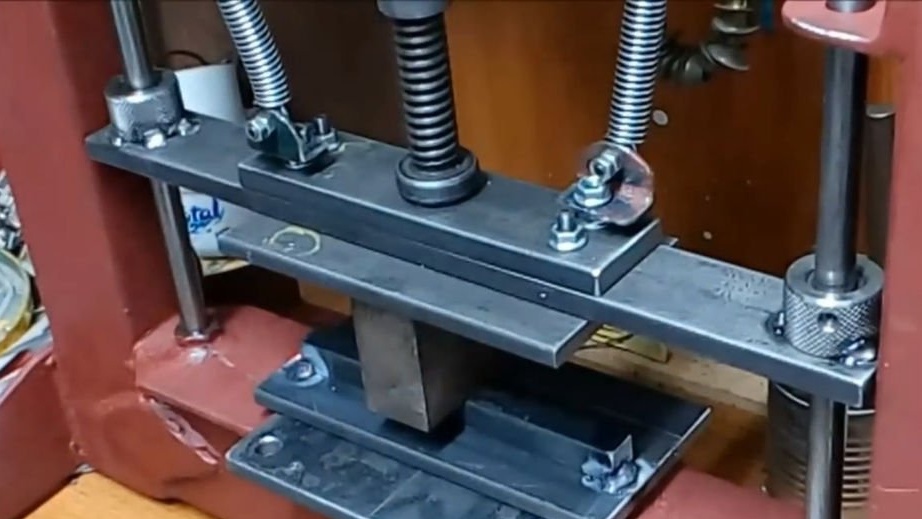









Après avoir fait le tampon, sa partie travaillante est affûtée.









La presse hydraulique avec matrices est prête. Le maître a fait un excellent travail avec un excellent résultat.